Tungsten Ring Wear Little Video
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 18:49
Tungsten gold ring wear small experimental videos.
Tungsten Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com;sales@xiamentungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
Hunan Potential Value of 10 Billion Yuan Newly Discovered Gold Tungsten Deposits
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 18:47
Hunan potential value of 10 billion yuan newly discovered gold tungsten deposits.
Tungsten Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com;sales@xiamentungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
"Mo" in The Photovoltaic Industry in The Function
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 18:41
CdTe and CIGS thin film production in the field is at an unprecedented price pressure among the grim situation. Achieved by shortening the laboratory and factory conversion rate achieved in the actual production of the conversion rate of nearly 50% of the gap between the lower unit costs is the key to the future of thin film technology can provide a strong competitive advantage. Monolithic rotary targets with plane franchisee HC Starck, President and CEO, Dr. Dmitry Shashkov conducted in-depth interviews, Ph.D. talked about the need for manufacturers, as well as what kind of sputtering technology enables the development of a new generation of materials support and other issues.
Tungsten Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com;sales@xiamentungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
GTAW Video
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 18:33
GTAW video presentation
Tungsten Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com;sales@xiamentungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
Military Tungsten Alloy Cube in F-16 Fighting Falcon
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 11:36
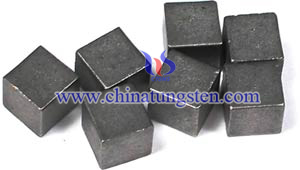
Military tungsten alloy cube is usually consisted of W-Ni- Fe or W-Ni- Cu or even W-Ni-Cu-Fe. The most important property for tungsten alloy cube is that small volume with high density, which means it can be used as counterweight for F-16 Fighting Falcon.
The General Dynamics (now Lockheed Martin) F-16 Fighting Falcon is a single-engine multirole fighter aircraft originally developed by General Dynamics for the United States Air Force (USAF). Designed as an air superiority day fighter, it evolved into a successful all-weather multirole aircraft. Over 4,500 aircraft have been built since production was approved in 1976. Although no longer being purchased by the U.S. Air Force, improved versions are still being built for export customers. In 1993, General Dynamics sold its aircraft manufacturing business to the Lockheed Corporation, which in turn became part of Lockheed Martin after a 1995 merger with Martin Marietta.
Military Tungsten Alloy Cube in F/A-18E/F Super Hornet
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 11:22
Military tungsten alloy cube is usually consisted of W-Ni- Fe or W-Ni- Cu or even W-Ni-Cu-Fe. The most important property for tungsten alloy cube is that small volume with high density, which means it can be used as counterweight for F/A-18E/F Super Hornet.
The Boeing F/A-18E/F Super Hornet is a twin-engine carrier-based multirole fighter aircraft variant based on the McDonnell Douglas F/A-18 Hornet. The F/A-18E single-seat and F/A-18F tandem-seat variants are larger and more advanced derivatives of the F/A-18C and D Hornet. The Super Hornet has an internal 20 mm gun and can carry air-to-air missiles and air-to-surface weapons. Additional fuel can be carried in up to five external fuel tanks and the aircraft can be configured as an airborne tanker by adding an external air refueling system.
The space for counterweight in F/A-18E/F Super Hornet is limited. That requires counterweight must reduce its weight significantly. Military tungsten alloy cube has high weight but small value. So it is ideal counterweight for F/A-18E/F Super Hornet.

Tungsten Heavy Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
Military Tungsten Alloy Cube in F-15 Eagle
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 11:10
Military tungsten alloy cube is usually consisted of W-Ni- Fe or W-Ni- Cu or even W-Ni-Cu-Fe. The most important property for tungsten alloy cube is that small volume with high density, which means it can be used as counterweight for F-15 Eagle.
F-15 Eagle is a twin-engine, all-weather tactical fighter designed by McDonnell Douglas to gain and maintain air superiority in aerial combat. It is considered among the most successful modern fighters, with over 100 aerial combat victories with no losses in dogfights. Following reviews of proposals, the United States Air Force selected McDonnell Douglas' design in 1967 to meet the service's need for a dedicated air superiority fighter. The Eagle first flew in July 1972, and entered service in 1976.
The space for counterweight in F-15 Eagle is limited. That requires counterweight must reduce its weight significantly. Military tungsten alloy cube has high weight but small value. So it is ideal counterweight for F-15 Eagle.

Tungsten Heavy Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
Military Tungsten Alloy Cube in F-22
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 10:56
Military tungsten alloy cube is usually consisted of W-Ni- Fe or W-Ni- Cu or even W-Ni-Cu-Fe. The most important property for tungsten alloy cube is that small volume with high density, which means it can be used as counterweight for F-22.
F-22 is a single-seat, twin-engine fifth-generation supermaneuverable fighter aircraft that uses stealth technology. It was designed primarily as an air superiority fighter, but has additional capabilities that include ground attack, electronic warfare, and signals intelligence roles. Lockheed Martin Aeronautics is the prime contractor and is responsible for the majority of the airframe, weapon systems and final assembly of the F-22. Program partner Boeing Defense, Space & Security provides the wings, aft fuselage, avionics integration, and training systems.
The space for counterweight in F-22 is limited. That requires counterweight must reduce its weight significantly. Military tungsten alloy cube has high weight but small value. So it is ideal counterweight for F-22.

Tungsten Heavy Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
Military Tungsten Alloy Cube in Fighter Aircraft
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 10:36
Military tungsten alloy cube is usually consisted of W-Ni- Fe or W-Ni- Cu or even W-Ni-Cu-Fe. The most important property for tungsten alloy cube is that small volume with high density, which means it can be used as counterweight for fighter aircraft.
fighter aircraft is a military aircraft designed primarily for air-to-air combat against other aircraft, as opposed to bombers and attack aircraft, whose main mission is to attack ground targets. The hallmarks of a fighter are its speed, maneuverability, and small size relative to other combat aircraft.
The space for counterweight in fighter aircraft is limited. That requires
counterweight must reduce its weight significantly. Military tungsten alloy cube has high weight but small value. So it is ideal counterweight for fighter aircraft.
Tungsten Heavy Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn
Military Tungsten Alloy Cube for Type 094 Submarine
- Details
- Category: Tungsten Information
- Published on Friday, 18 October 2013 10:19
Military tungsten alloy cube is usually consisted of W-Ni- Fe or W-Ni- Cu or even W-Ni-Cu-Fe. The most important property for tungsten alloy cube is that small volume with high density, which means it can be used as counterweight for Type 094 submarine.
The Type 094 submarine is a class of ballistic missile submarine developed by the Chinese People's Liberation Army Navy. The first-of-class was constructed at Huludao Shipyard in Huludao, Liaoning and launched in July 2004. Four submarines are believed to have been constructed.
The Type 094 submarine is capable of carrying 12-16 of the more modern JL-2s with a range of approximately 8,000-12,000 km, and is capable of targeting some of the Western Hemisphere from close to the Chinese coast. The Type 094 is believed to replace the Type 092 submarine (NATO reporting name: Xia class) for the People's Liberation Army Navy.
Using military tungsten alloy cube, Type 094 submarine reaches to a definite magnitude so that can relize immersion.
Compared with lead, the density of military tungsten alloy cube is higher but value is smaller. Otherwise, military tungsten alloy cube is nontoxic. So military tungsten alloy cube is ideal counterweight for Type 094 submarine.

Tungsten Heavy Alloy Manufacturer & Supplier: Chinatungsten Online - http://www.tungsten-alloy.com
Tel.: 86 592 5129696; Fax: 86 592 5129797
Email: sales@chinatungsten.com
Tungsten & Molybdenum Information Bank: http://i.chinatungsten.com
Tungsten News & Tungsten Prices, 3G Version: http://3g.chinatungsten.com
Molybdenum News & Molybdenum Price: http://news.molybdenum.com.cn

 sales@chinatungsten.com
sales@chinatungsten.com