三氧化钨光电转换性能提升途径2/3
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 17:50
- 点击数:970

| 氧化钨供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-oxide.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |


三氧化钨光电转换性能提升途径1/3
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 17:45
- 点击数:887
| 氧化钨供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-oxide.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
废三氧化钨提取法
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 17:38
- 点击数:1021
部分国家十分重视钨二次资源的回收与利用,特别是一些主要钨消费国家,例如美国,德国,日本等。德国斯达可公司的主要业务是难熔金属的国际贸易,长期以低价从全球各地收购各种钨废料,在各种钨废料的生产线提取与分离三氧化钨。
目前,提取三氧化钨的一般流程为:钨矿石经过浸出形成可溶性的钨酸盐,除杂后再酸化或蒸发结晶出仲钨酸铵(APT),煅烧仲钨酸钠即可生成三氧化钨;也可以将钨酸盐酸化成钨酸,钨酸分解生成三氧化钨;树脂法或者膜电解技术,制得三氧化钨。
美国提取三氧化钨的流程是:首先用氢氧化钠溶液蒸煮含钨废料,生成钨酸钠溶液,结晶出钨酸钠晶体;然后将钨酸钠晶体溶解于循环母液中,重新生成钨酸钠溶液,蒸发形成中钨酸钠铵和含有三氧化钨,硅,砷等金属的母液,母液可以循环利用,避免了过去工艺过程中会释放大量的氨酸等问题。
煅烧法:首先在600~650℃中除去水分、有机杂质和积碳,然后高温煅烧使得二硫化钨氧化成三氧化钨,与氨水反应生成钨酸钠,除去其中的铁,氟。硅,磷等难溶物。
电解法:(1)熔盐混合及除水(2)电极的处理(3)预电解(4)电解(主要参数:温度、槽电压、电流密度、电解时间等)(5)钨粉分离与收集。本发明制备原料成本低,工艺流程短、设备简单,没有固、液、气废弃物的排放,不造成二次污染,能够以较低的成本直接从钨酸盐电解制备钨粉。

熔盐电解图
| 氧化钨供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-oxide.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
三氧化钨陶瓷掺杂目的
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 17:32
- 点击数:868
三氧化钨为一种常用的金属陶瓷,金属陶瓷具有密度小、硬度高、耐磨、导热性好,兼有陶 瓷和金属的优点,金属陶瓷既具有金属的韧性、高导热性和良好的热稳定性,又具有陶瓷的耐高温 、耐腐蚀和耐磨损等特性。三氧化钨陶瓷不仅具有一般金属陶瓷的特性还具有压敏特性,研究者为了提高三氧化钨陶瓷的压敏特性,一般会选择掺杂的方式,合适的 添加掺杂物对陶瓷优良压敏特性的形成起了关键的作用。
一般情况会下压敏陶瓷中添加掺杂元素主要要以下三个目的:
(1)三氧化钨陶瓷烧结性能差,掺杂的方式能改变三氧化钨陶瓷烧结性能,达到助烧结目的,没有掺杂烧结三氧化钨陶瓷不能致密化。例如,低熔点金属氧化钨能 在三氧化钨陶瓷烧结的过程中形成液相来促进三氧化钨陶瓷的致密化。
(2)三氧化钨陶瓷之所以存在压敏特性,是因为晶粒内部与外表面存在不同的缺陷,使得内 外电阻率不同,通过控制掺杂元素的种类、掺杂量等间接控制缺陷的种类与分布,缺陷对压敏特性其至关重要。
(3)掺杂元素能控制晶粒生长的情况,调节压敏电 压大小。Bi、Co、Sb和Pr等过渡金属是能显著地改善陶瓷结烧性能与压敏性能的掺杂元素。
掺杂Bi2O3和Pr6O11可以有效地提高三氧化钨的烧结性能但是为了能获得高致密性以及压敏特性优良的三氧化钨陶瓷,需要在其基础上,进一步寻找合适的掺杂元素来提高三氧化钨陶瓷的压敏特性。

| 氧化钨供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-oxide.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
废三氧化钨提取之重要性
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 17:22
- 点击数:944
钨矿是中国的战略资源之一,它的重要性意味着从含钨工业废料中提取三氧化钨—变废为宝是资源转变方式的典型转变。随着中国工业经济的快速发展,对各类矿资源的需求迅速增加,而且其增长速度远远高于国民经济的发展速度,矿产资源储存、生产、消耗之间的矛盾日益突出。另一方面,中国粗放式生产与开发造成资源极大浪费,同时也加剧了环境的污染和资源的破坏。为了提高中国矿产资源的保障程度,在充分利用他国资源的同时,中国的矿业资源利用方式要向“开发一次资源为主,二次再生资源,新型和替代资源开发与利用并重”的方向转变。钨矿资源实属战略资源、储备资源,是中国的保护矿种之一。


中国钨矿储存居世界之首,2009年钨储量(以三氧化钨为主,计)为138.6万吨。根据美国矿物局统计,1994年中国钨储存量占世界的44.3%,但到2001年已经下降为35.5%。然而,中国钨矿石品味不高,富矿(指氧化钨,含量为1%的矿藏)仅占总储量的1/5;易选矿(即黑钨矿)储量仅占总储量的27.2%,总储量70%以上的白钨矿品味较低,复杂共生,冶炼难度较大。中国对钨矿二次资源(即含钨工业废料)的利用率也相当低,只占钨供应量的10%左右,而发达国家这一指标均在30%以上。此外,中国国内再利用的废钨合金,废硬质合金中有2/3以上是从外国进口的废料。据统计,每年含有大量的三氧化钨化合物被当做垃圾弃之不顾。因此。将废料中提取三氧化钨是当下重中之重,刻不容缓的事情。
| 氧化钨供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-oxide.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
硬质合金高端产品发展前景
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 17:03
- 点击数:806
随着我国硬质合金相关技术的提高和设备的更新升级,高端硬质合金产品的也逐渐发展并满足不同用户的需求。目前主要的应用领域有切削工具、采掘工具以及一些耐磨零部件产品。
1.切削工具
切削工具是硬质合金最为主要的用途之一,由于其所具有的高硬度、高强度、热稳定性、切削精度高等优良性能,使得其在全世界的切削刀具市场都占领了主导地位。目前来说,涂层硬质合金数控刀片、印刷电路板PCB(Printed Circuit Board)微钻以及精密孔加工配套整体硬质合金刀具是目前较为技术较为先进、高端的几种产品。涂层硬质合金数控刀片发展至今已有了多种适合不同需求的涂层,如氧化铝(刚玉,Al2O3)、氮化钛(TiN)、含铪(Hf)、锆(Zr)以及一些稀土元素或陶瓷粉末的多层结构涂层刀片;PCB微钻、微铣的研究重点放在研发0.3mm以下的相关涂层刀具产品;精密空加工配套整体硬质合金刀具着重发展专用性以及深加工产品。
2.采掘工具
硬质合金在能源、矿产以及海洋钻井等方面有着极其广阔的应用前景,其中高端硬质合金产品有三类:一类是矿山开采类,如凿岩硬质合金潜孔钻配套球齿;其二是一些海洋钻探以及深井钻探用超细晶粒硬质合金钻头;还有一种就是用于一些复杂地层切割用硬质合金刀具,主要适用于公共设施建设及相关配套工具。采掘工具类的高端硬质合金产品向着超粗晶粒以及新型结构发展。
3.耐磨零件
一些磨具制造行业要求高硬度、高韧性以及良好的抗电化学腐蚀性,硬质合金的引入使得其具有更好的精度,更高的强度,更适用于一些高规格的硬质合金精密密封环衬套、拉丝模等产品。

| 硬质合金供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-carbide.com.cn |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
仲钨酸铵制备WO3--微波煅烧法 2/2
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 16:21
- 点击数:1103

仲钨酸铵制备WO3--微波煅烧法 1/2,请见http://news.chinatungsten.com/cn/tungsten-information/81875-ti-10623
| 仲钨酸铵供应商:中钨在线科技有限公司 | 产品详情: ammonium-paratungstate.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
仲钨酸铵制备WO3--微波煅烧法 1/2
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 16:13
- 点击数:1212
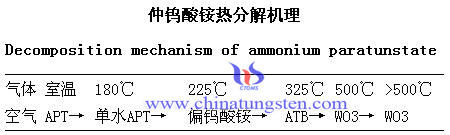
仲钨酸铵是松散的白色透明晶体,流动性好,在空气中加热至60℃时开始失去氨;当温度达到100℃时,开始脱水;持续升温至450℃时,开始转变为黄色的WO3。热分解化学方程式如下:
| 仲钨酸铵供应商:中钨在线科技有限公司 | 产品详情: ammonium-paratungstate.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
钨合金屏蔽件在PET中的应用Ⅱ
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 13:56
- 点击数:862

| 高比重合金供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-alloy.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |
钨合金屏蔽件在PET中的应用Ⅰ
- 详细资料
- 分类:钨业知识
- 发布于 2015年12月29日 星期二 13:54
- 点击数:821

| 高比重合金供应商:中钨在线科技有限公司 | 产品详情: http://www.tungsten-alloy.com |
| 电话:0592-5129696 传真:5129797 | 电子邮件:sales@chinatungsten.com |
| 钨钼文库:http://i.chinatungsten.com | 钨钼图片: http://image.chinatungsten.com |
| 钨新闻3G版:http://3g.chinatungsten.com | 钼业新闻: http://news.molybdenum.com.cn |






