鎢合金擺輪配重螺絲Ⅱ
- 詳細內容
- 分類:鎢的知識
- 發佈於:2016-01-06, 週三 16:49
對手表進行調節是機械表安裝完成後十分重要的一項工作,因為它是保證手表走時精度和使用可靠性的關鍵步驟。早期複古的懷表多采用擺輪調校螺絲的方式來調校走時,一般都要同時對相對應位置的兩個配重螺絲進行相同幅度的調節。隨著複古風潮的掀起和發展,人們對於複古物件的喜好也不斷上升。這意味著此類以擺輪配重螺絲來調整手表走時的複古懷表也會越來越受到歡迎,而鎢合金配重螺絲的使用也會隨即擴大。
眾所周知,手表的走時標准是通過調整控制擺幅來決定的,因此為保證手表的精准性最先應該保證的是擺輪的擺幅(最理想的擺幅應在270~320之間)。擺幅是指擺輪在彈簧遊絲的推動下來回擺動轉過的角度。過大或過小的擺幅均不符合技術要求,會嚴重影響手表的走時精度乃至影響使用的可靠性。調整擺幅的一個方式是調整快慢針,另一個就是調整擺輪配重。擺輪配重的調整主要靠鎢合金配重螺絲來實現,以此來平衡其擺動慣量,通過精確的調整配重螺絲使擺幅控制在理想範圍之內,從而達到保證手表走時精確性的目的。

| 高比重合金供應商:中鎢在線科技有限公司 | 產品詳情: http://www.tungsten-alloy.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
18K鎢鍍金與18K黃金的區別
- 詳細內容
- 分類:鎢的知識
- 發佈於:2016-01-06, 週三 16:41
Karat(K)表示黃金純度,它與鑽石重量單位carat(克拉)有著相似的讀音,但代表的意義完全不同,一個表示純度一個表示重量。無論是k金還是K鍍金,其存在的意義都是為了增加產品的美觀性。
在黃金純度中,1K為4.166%的黃金含量,18K黃金(AU750)也就是含量為75%的黃金。對於18K黃金制品來說,其價值有時甚至高於黃金含量比其多的黃金制品。我們都知道純金的硬度較低,雖然可塑性和延展性好但也意味著易被摩損消耗,這對於很多喜愛購買黃金首飾佩戴的人來說是比較難以接受的。18K黃金制品通常會加入一些銀、鉑、鎳等金屬材料從而提高成品的整體性能,如觀賞性、耐磨性以及耐蝕性等等。因此,也比較受人們歡迎,但這也意味著會有一些額外的制作工藝,從而增加了生產成本,這主要取決於生產工藝的難度。而18K鎢鍍金則指的是在鎢制品表面鍍上一層黃金含量為75%的鍍金層,使其擁有形同18K黃金制品一樣的亮麗外表。
毋庸置疑,18K鎢鍍金與18K黃金的最大區別就在於保值價值的不同,18K黃金的保值價值遠遠大於18K鎢鍍金。但兩者的鑒賞價值並無區別,都擁有較為時尚、美觀、亮麗的外形,並為多數收藏者所喜愛。

| 鎢鍍金供應商:中鎢在線科技有限公司 | 產品詳情: http://www.tungsten-alloy.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
沙特伊朗斷交金價雖小漲,鎢鍍金制品仍受歡迎
- 詳細內容
- 分類:鎢新聞
- 發佈於:2016-01-06, 週三 16:37
沙特外交部長朱貝爾1月3日宣布與伊朗斷交,其導火索在於沙特處決了在什葉派中較有影響力的教士奈米爾。沙伊兩國的矛盾由來已久,但作為兩個石油大國,這一次的斷交勢必會對國際形式產生較大的影響,而國際油價在短期內的回升其原因就在於沙伊兩國的斷交。隨著美國頁岩油開采技術的進步,其對沙特的石油依賴逐步減小,這其實在另一種程度上意味著美國與沙特將從互相依賴的關系轉變為石油競爭對手,這也必將對未來原油價格乃至黃金價格造成沖擊。因為曆史數據表明國際原油價格與黃金價格的漲跌有著高達80%左右的趨同性。從下表中可以看出,由於沙特伊朗斷交引起國際原油價格上漲,國際黃金價格在近幾日也有了部分的小漲。

但在許多黃金收藏和投資者看來,目前動蕩形式下的小漲並不意味著金價的回春,因而許多人還是更樂於將目光放在鎢鍍金制品上。因為對於收藏者來說,同樣美觀的收藏品,鎢鍍金制品的花費遠遠低於黃金制品,其性價比不言而喻。

| 鎢鍍金供應商:中鎢在線科技有限公司 | 產品詳情: http://www.tungsten-alloy.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
稀土1.6:部分镨釹金屬低位價小幅提升
- 詳細內容
- 分類:稀土知識新聞價格
- 發佈於:2016-01-06, 週三 15:10
今日稀土市場仍較平靜,價格調整主要體現在镨釹金屬方面,之前低位報價在32.8萬/噸的商家庫存已少,或因資金等方面得到緩解,今價格小幅上調2000元/噸,其他商家觀市報價暫穩,現市場報價區間在33萬-33.5萬/噸。
氧化铽市場價格無法強勢,商家高位報價下調至3430元/公斤左右,低位報價暫無調整,交易量少。
其他主流產品無明顯動靜,商家以觀望動向為主。
| 稀土供應商:中鎢在線科技有限公司 | 產品詳情: http://cn.chinatungsten.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
滬指漲0.69%煤飛色舞再現,創業板跌0.19%
- 詳細內容
- 分類:鎢新聞
- 發佈於:2016-01-06, 週三 14:48
1月6日消息,週三早盤,滬深兩市高開高走,盤中二八分化顯現,煤炭、有色等板塊大漲使滬指維持震盪狀態,而創業板高位迅速回落翻綠,盤中跳水跌逾1%;臨近尾盤兩市略有回暖。
滬指報3310.24點,漲22.53點,漲0.69%;深指報11513.89點,漲45.83點,漲0.40%;創業板報2412.08點,跌4.64點,跌0.19%。
盤面上,煤炭、鋼鐵、有色板塊大漲。汽車電子、券商、虛擬現實等概念板塊跌幅居前。
巨豐投顧:早盤,在資源股的拉升下,創業板衝高回落翻綠。盤面上,昨日飆升的鋼鐵股繼續良好表現,而煤炭大舉上攻帶動有色緊隨其後,二線藍籌的拉升也一度帶領指數上行,但分化的行情畢竟不能有效帶動人氣的上行。
值得注意的是,昨日以及今日上漲的標的,大多都是產能過剩的行業,而且都是近年來超跌品種,表明資金已經開始逐步關注這些低位超跌股。另外,這些標的都是供給側改革的標的,比較符合政策導向的趨勢。
因此,此種情況下,在市場存量資金的博弈下,二線藍籌的上漲帶來的必然是中小題材股的回落。所以,大盤在連續調整後,近期探底回升概率較大,但反复難免,不排除還有大震盪,繼續做好高拋低吸的同時,中線逐步向價值回歸標的轉換。
| 鎢產品供應商:中鎢在線科技有限公司 | 產品詳情: http://cn.chinatungsten.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
朝鮮方面稱進行了“成功的”氫彈試驗
- 詳細內容
- 分類:鎢新聞
- 發佈於:2016-01-06, 週三 14:34
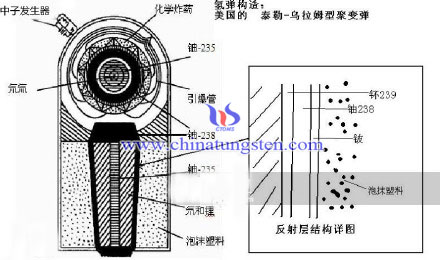
據韓聯社與法新社報導,朝鮮方面6日稱,該國進行了“成功的”氫彈實驗。據朝中社去年12月10日報導,金正恩表示,朝鮮是擁有核彈和氫彈的核強國。他說,朝鮮已經成為一個準備好使用核彈和氫彈來維護國家主權和民族尊嚴的核強國。

氫彈是在原子彈的基礎上,外麵包一層熱核材料(氘、氚),由裂變反應放出熱量導致聚變反應,進而釋放出更多的能量。因為它是通過重核裂變觸發輕核聚變,所以,在物理學上又將氫彈稱為雙相彈。圖為“ 泰勒-烏拉姆(TU)氫彈構型”中文示意圖。
| 鎢產品供應商:中鎢在線科技有限公司 | 產品詳情: http://cn.chinatungsten.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
鎢市預測價上調,行情或堅挺為主
- 詳細內容
- 分類:鎢新聞
- 發佈於:2016-01-06, 週三 11:04
鎢市預測價上調,行情或堅挺為主;鉬市表現平穩,預計整體穩健。
钨市场行情:尽管终端市场需求持续低迷,但钨矿冶炼成本难降、持货商捂货挺价意识仍强,1月赣州钨协钨市场预测均价上调,料1月钨市场行情或坚挺为主。
钼市场行情:春节临近,钼市场打破规律,强势逆袭,目前整体表现平稳,但市场询盘有增,上涨趋势显露。闪游市场走势分歧,看法多纠结稳与涨之间,下游制品表现较为冷清,市场僵持。预计整体稳健。
宏观方面,多部委晒新年计划,多个重大改革方案有望出台;央行1300亿逆回购创4个月新高,降准预期仍未降温;服务业多领域将放宽外资准入。
| 鎢產品供應商:中鎢在線科技有限公司 | 產品詳情: http://cn.chinatungsten.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
氣體攪拌對制取仲鎢酸銨的影響
- 詳細內容
- 分類:鎢的知識
- 發佈於:2016-01-06, 週三 10:34
氣體攪拌的影響
研究表明,控制APT粒度的主要因素是過飽和度、溫度和攪拌速度。制取細顆粒APT用A種氣體攪拌,以較強的攪拌強度操作。由於氣體的劇烈攪拌,晶體被攪碎成許多小晶核,難以形成大顆粒。而且氣體還會帶走熱量和氨,既可控制鍋內溫度在70℃左右,同時使溶液的過飽和度增大,有利於制取細顆粒APT。
這種方法已在生產中應用,制取的APT粒度均勻,表面規則。制取粗顆粒APT選用B種氣體攪拌,以較弱的攪拌強度操作。由於氣體的攪拌,能保證形成的APT不至於沉澱,而充分與溶質接觸。這種氣體在冷凝時放出熱量,不僅使鍋內熱量增高,還由於氣體的冷凝,能有效地控制溶液的過飽和度的增大,容易產出粗顆粒APT。此種方法在試驗中效果顯著,制取的APT其平均粒度能大於50μm,且粒度分佈均勻,顆粒規則。現處於生產應用前的進一步研究中。
其他影響因素
(1)試驗發現補加晶種,APT的松裝密度有所下降,這與文獻報導一致,在顯微鏡下觀察,粒度分佈不勻,粗粒大部為聚晶。文獻報導了在鎢酸銨濃縮至一定比重後,加入1%~2%晶種。然後不斷補加溶液,而制取粗粒APT的方法。我們採取將鎢酸銨溶液濃縮後,逐漸補加溶液,控制溶液的過飽和度的方法,制得了粒度均勻、顆粒度大的APT。
(2)我們在濃縮結晶過程中,定量補加純水,控制潛液的過飽和度,也可制取晶形規則的粗粒APT。值得注意的是,在結晶後期,不能任意樸加純水,否則在加熱和攪拌的情況下有少量偏鎢酸銨生成。

| 仲鎢酸銨供應商:中鎢線上科技有限公司 | 產品詳情: ammonium-paratungstate.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
偏鎢酸鈉在地質學領域的應用
- 詳細內容
- 分類:鎢的知識
- 發佈於:2016-01-06, 週三 09:02
偏鎢酸鈉又名一水合偏鎢酸鈉,是一種白色晶體。分子量是2968.01,密度為3.1g/ml,折射率是1.5555。偏鎢酸鈉在常溫常壓下是穩定的,但是要避免與物料、氧化物接觸,且應將其密封存儲在常溫避光,通風乾燥的地方。偏鎢酸鈉的密度高,具有無毒、易配製及可迴圈利用等特點,在許多領域都被廣泛的應用,例如地質學、土壤學及海洋生物學等領域。

偏鎢酸鈉在地質學領域的應用主要表現在礦物及沉積岩的分離,它為微細粒純礦物的分離提供了一條新途徑。微細粒單礦物的分離主要有三種:人工挑選、化學分離法和密度分離法。其中密度分離法簡單、穩定。但常用的重液有毒且有難聞的氣味,操作時對設備的要求非常高。而偏鎢酸鈉具有無毒、易配製、高密度等特點而被廣泛應用於地質行業實驗室礦物分離作業。
多個科學家先後用偏鎢酸鈉對礦物的分離進行了研究,例如,羅茲等發現添加了矽鐵的偏鎢酸鈉可以用來對礦物進行密度分級,並且這種方法安全、流程簡單;採用偏鎢酸鈉分離提純微細粒牙形石,具有安全、高效、易操作等優點。隨著偏鎢酸鈉在地質實驗室的應用,礦物提純流程將變得安全、簡單、穩定,而且偏鎢酸鈉還可回收再利用,達到了節約成本且無二次污染的目的。此外,人們還應用偏鎢酸鈉分離沉積岩,以及對岩石沉積物中的有機質進行分析。這樣可以更好地研究岩石的分佈、產狀、礦物組成、化學成分、構造、分類命名、成因、演化歷史及其成礦關係。
| 鎢酸鈉供應商:中鎢在線科技有限公司 | 產品詳情: http://www.sodium-tungstate.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:
多鎢酸鈉溶液的配製
- 詳細內容
- 分類:鎢的知識
- 發佈於:2016-01-06, 週三 08:59
多鎢酸鈉(sodium polytungstate),分子量達2986.12g/mol,相對密度為2.8,易溶于水,是德國SOMETU公司生產的一種新型無機重液材料,具有無毒無味、中性穩定、易配製、回收率高、使用方便安全等傳統重液無法比擬的優點。特別是相對密度可達3.1,很多原來必須使用有機重液的地方,現在都可以使用多鎢酸鈉來代替。在pH為2~14範圍內穩定並可方便地回收利用,它適用於絕大多數含氧鹽和氧化物的分離,已被廣泛應用於精細礦物和牙形石的分離實驗。
多鎢酸鈉重液由於安全性好、回收方便而受到廣泛歡迎,儘管日前國際市場上其價格較昂貴,但其突出優點使其成為眾多岩礦實驗室的首選重液。不過,使用該重液應注意如下幾點:
1. 儘量不接觸強還原性物質,否則溶液將變為蘭色而影響分離效果的觀察。
2. 不宜用於含可溶性或可交換性鈣離子礦物,否則易形成多鎢酸鈣沉澱,這就限制其在粘土礦物分離上的應用。
3. 在高相對密度條件下重液粘度加大,為減少分離時間,可使用離心機或儘量選用粒度較大的單晶,以加速分離過程。
4. 一次操作不宜加入太多樣品,以免堵塞重液漏斗的出口。
多鎢酸鈉溶液是如何配製的呢?具體可分為以下幾步:
1. 配製多鎢酸鈉溶液時,只能使用蒸餾水或去離子水,只能使用玻璃、塑膠或不銹鋼的容器。
2. 量取蒸餾水,根據要求的密度值,按比例把多鎢酸鈉加入到盛水容器中。用玻璃棒不停地攪拌,使其充分溶解。
3. 用比重計測量溶液的密度,根據結果適當地加蒸餾水或多鎢酸鈉,直至達到合適的密度值。
4. 把溶液放於無塵的封閉環境中保存。
5. 使用前最好先測量溶液的密度,並把它按要求進行適當的調整。
| 鎢酸鈉供應商:中鎢在線科技有限公司 | 產品詳情: http://www.sodium-tungstate.com |
| 電話:0592-5129696 傳真:5129797 | 電子郵件:sales@chinatungsten.com |
| 鎢鉬文庫:http://i.chinatungsten.com | 鎢鉬圖片: http://image.chinatungsten.com |
| 鎢新聞3G版:http://3g.chinatungsten.com | 鉬業新聞: http://news.molybdenum.com.cn |
微信:
微博:







 sales@chinatungsten.com
sales@chinatungsten.com