軍用鎢合金塊與093型核潛艇
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-10-18, 週五 16:39
- 點擊數:691


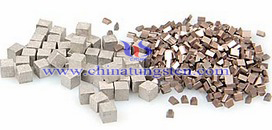
軍用鎢合金塊的成分為W-Ni-Fe、W-Ni-Cu或者W-Ni-Cu-Fe,具有密度大,體積小的特點。軍用鎢合金塊在軍事領域裡有著廣泛的用途。 093型核潛艇上的潛艇配重塊正是由軍用鎢合金塊製作而成的。
093型核潛艇是中國人民解放軍海軍研製的一種攻擊型核潛艇。該型艇預計用來代替老舊的091型核潛艇,由位於中國遼寧葫蘆島的渤海造船重工業公司船塢負責建造,第一艘093型核潛艇於2002年左右建成下水。該型艇可能配備有六個魚雷發射管,攜帶多種型號的魚雷、水雷和潛射反艦導彈。預計將建造6-8艘。
傳統的潛艇配重塊主要是採用鉛,但鉛具有毒性,長期使用有可能會對乘員的身體造成危害。而軍用鎢合金塊不具有毒性,不會對健康產生危害,此外,軍用鎢合金塊的比重大,可大幅減小自身的體積,更適合用於潛艇上。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
軍用鎢合金塊與基洛級潛艇
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-10-18, 週五 16:36
- 點擊數:730
軍用鎢合金塊的成分為W-Ni-Fe、W-Ni-Cu或者W-Ni-Cu-Fe,具有密度大,體積小的特點。軍用鎢合金塊在軍事領域裡有著廣泛的用途。基洛級潛艇上的潛艇配重塊正是由軍用鎢合金塊製作而成的。
基洛級潛艇是俄羅斯海軍戰後第三代、目前主力柴電潛艇。基洛級原型的蘇俄編號是877級鰈魚型,而後基洛級在經過現代化等改裝後形成了基洛級改進型,俄方編號636級華沙之歌型。印度的基洛級經改裝後被命名為Sindhughosh級。基洛級是目前俄羅斯出口量最大的潛艇等級。以火力強大、噪音小而聞名。
自前蘇聯成功研製核動力攻擊潛艇後,對於一般動力潛艇的研究也相對減少了不少。而基洛級則是前蘇聯在這期間研製的最成功的柴電動力潛艇。該艇由紅寶石設計局於1974年起開始設計,首艇1979年下水,1982年服役。其改進型更成為了柴電動力潛艇中的佼佼者。是目前世界上柴電動力潛艇中最安靜的潛艇之一。未來,基洛級可能將由拉達級潛艇取代。
傳統的潛艇配重塊主要是採用鉛,但鉛具有毒性,長期使用有可能會對乘員的身體造成危害。而軍用鎢合金塊不具有毒性,不會對健康產生危害,此外,軍用鎢合金塊的比重大,可大幅減小自身的體積,更適合用於潛艇上。
高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
軍用鎢合金塊與039型潛艇
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-10-18, 週五 16:29
- 點擊數:722
軍用鎢合金塊的成分為W-Ni-Fe、W-Ni-Cu或者W-Ni-Cu-Fe,具有密度大,體積小的特點。軍用鎢合金塊在軍事領域裡有著廣泛的用途。 039型潛艇上的潛艇配重塊正是由軍用鎢合金塊製作而成的。
039型潛艇是中國人民解放軍海軍701所開發的新型常規動力潛艇,由江南造船廠和武昌造船廠建造,首艇1992年開工,1994年下水,20世紀90年代中期公開露面。階梯狀的指揮台圍殼是039型外觀上最顯著的特徵。目前有039、039G、039G1三型號序列。 2007年起有外銷泰國和巴基斯坦的計劃。
潛艇要實現浮沉,其自身重量必須要達到一定值。而軍用鎢合金塊密度大,體積小,特別適合用於039型潛艇上狹小的空間裡,不會佔用太多空間。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
軍用鎢合金塊與039A型潛艇
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-10-18, 週五 16:32
- 點擊數:698
軍用鎢合金塊的成分為W-Ni-Fe、W-Ni-Cu或者W-Ni-Cu-Fe,具有密度大,體積小的特點。軍用鎢合金塊在軍事領域裡有著廣泛的用途。 039A型潛艇上的潛艇配重塊正是由軍用鎢合金塊製作而成的。
039A型潛艇(北約代號元級潛艇,西方也有編號為041型潛艇)是中國人民解放軍海軍繼039型之後裝備的新型常規動力潛艇。
039A型應用水滴型艇體,由外觀來看有著與俄羅斯的黑龍江級類似的外觀,可能也參考基洛級設計,因此039A可能以039為基礎,在引進俄羅斯技術後所改良而成的。艇身的排水孔較以往更加細小,艇體表面安裝消聲瓦,安裝新型的聲納系統,但除外觀照片外,其餘性能仍然不明。在最初生產批次後進行了改進,從網絡公開照片看,修改了指揮台圍殼的形狀,艇身的排水孔有變化,尾部依然和039一致。 039A型潛艇採用國產AIP系統(絕氣推進)。據可靠消息最新生產的是最新改進型039B型。
傳統的潛艇配重塊主要是採用鉛,但鉛具有毒性,長期使用有可能會對乘員的身體造成危害。而軍用鎢合金塊不具有毒性,不會對健康產生危害,此外,軍用鎢合金塊的比重大,可大幅減小自身的體積,更適合用於潛艇上。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
軍用鎢合金塊與潛艇
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-10-18, 週五 16:26
- 點擊數:657
軍用鎢合金塊的成分為W-Ni-Fe、W-Ni-Cu或者W-Ni-Cu-Fe,具有密度大,體積小的特點。軍用鎢合金塊在軍事領域裡有著廣泛的用途,可作為配重件用於潛艇上。
潛艇能夠在水下運行的艦艇。潛艇的種類繁多,形制各異,小到全自動或一兩人操作、作業時間數小時的小型民用潛水探測器,大至可裝載數百人、連續潛航3-6個月的俄羅斯颱風級核潛艇。按體積可分為大型(主要為軍用)、中型或小型(袖珍潛艇、潛水器)和水下自動機械裝置等。潛艇也是較早期就有的匿踪載具。
潛艇是公認的戰略性武器(尤其是在裁軍或擴軍談判中),其研發需要高度和全面的工業能力,目前只有少數國家能夠自行設計和生產。
軍用鎢合金塊可增加潛艇的重量,從而幫助潛艇實現沉浮。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn

 sales@chinatungsten.com
sales@chinatungsten.com