钨触点加工工艺要点(3)
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:08
- 作者:Yahong
- 点击数:1476


3.1严格控制加热温度和保温时间
钨触点加工过程中的两个重要参数:加热温度;保温时间。
钨触点加工过程中的加热温度、保温时间因牌号、晶型的不同而有所差异。见下表:
|
牌号 |
晶型 |
加热温度/℃ |
加热时间/min |
||
|
圆棒 |
方坯 |
圆棒 |
方坯 |
||
|
W1 |
细晶 |
1450 |
1450-1500 |
8-10 |
20 |
|
粗晶 |
1500 |
1500-1550 |
10-12 |
25 |
|
|
框晶 |
1550 |
1550-1600 |
12-14 |
30 |
|
|
WA1 |
细晶 |
1450-1500 |
1500-1550 |
10 |
20 |
|
粗晶 |
1500-1550 |
1550-1600 |
12 |
25 |
|
|
框晶 |
1550-1600 |
1600-1650 |
15 |
25-30 |
|
另外,为了满足加工要求,应在坯条由方变圆的旋锻工序适当延长保温时间(大约延长2-3分钟)。还有一点就是,从钨坯到钨触点的整个旋锻加工过程均不设退火点,以保证钨触点的硬度和断面晶粒数。
3.2表面清洗
在进行最终的旋锻之前,应该要用一定浓度的氢氧化钠溶液电解清洗钨杆材以去除其表面的黄色三氧化钨。为了保证钨触点的表面质量,应再涂上石墨乳再对其进行加工。
纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
钨触点加工工艺要点(2)
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:06
- 作者:Yahong
- 点击数:1658
2.严格控制加工率
钨触点是采用旋锻加工工艺由钨坯条加工而成。在钨触点加工工艺的最后的1-2道工序之前,每一道工序都应该尽可能采用比较大的道次加工率,而且,粗晶和框晶晶型的道次加工率应该比细晶晶型的略大些,因此,钨触点的生产周期得以减短,生产效率得到提高。
为了使得钨触点的质量能够得到保证,成品加工率应控制在5%-9%,而在此之前的1-2道旋锻工序,其道次加工率应控制在12%-15%。

纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金刀具磨钝标准
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 14:44
- 作者:lucy
- 点击数:2440
硬质合金刀具的磨钝标准是指刀具的磨损限度值。当硬质合金刀具磨损到一定程度时就不能继续使用,若继续使用就会对大大降低工件的尺寸精度以及表面质量,而刀具的材料消耗和加工成本也随之增大。
在生产实践中,此类刀具的磨损现象包括粗加工时切削颜色和形状发生变化,加工表面出现亮带;粗加工中,加工件表面粗糙度增大,同时工件尺寸和形状精度下降。
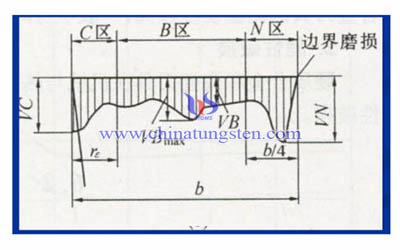
由于一般刀具的后刀面都会发生磨损且较易测量,因此磨钝标准常以刀具的后刀面磨损值来衡量刀具的磨损程度。根据国际标准ISO推荐的硬质合金车刀使用寿命试验的磨钝标准为:
① VB=0.3mm;
② 如果后刀面是无规则磨损,VB(max)=0.6mm;
③ 前刀面磨损量KT=0.06+0.3f,f为实际进给量。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
钨触点加工工艺要点(1)
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:03
- 作者:Yahong
- 点击数:1622
1.钨坯料的分类选择
用来生产钨触点的原材料------钨坯的密度应大于17.6g/cm³。在进行旋锻等工序加工前,应该先把钨坯分类,分类方法依照其晶型。选择何种晶型的钨坯?可根据客户提出的要求而定,看其需要的钨触点的晶粒数的数目。
钨坯的晶型选择和钨触点断面晶粒数数目
|
钨坯晶型 |
断面晶粒数 个/mm² |
|
细晶 |
13000-20000 |
|
粗晶 |
9000-13000 |
|
框晶 |
8000-9000 |
纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金刀具磨损与温度的关系
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 14:44
- 作者:lucy
- 点击数:1425
硬 质合金刀具磨损的主要原因粘结磨损,扩散磨损以及化学磨损和硬质点磨损。但同时值得注意的是由于在实际运用中硬质合金刀具的材质,加工件材料和切削条件的 不同,可造成硬质合金刀具磨损的主要原因各不相同。特别地,切削温度作为刀具磨损的主导因素,除了硬质点磨损外,粘结磨损,扩散磨损以及化学磨损都受到切 削温度的影响。
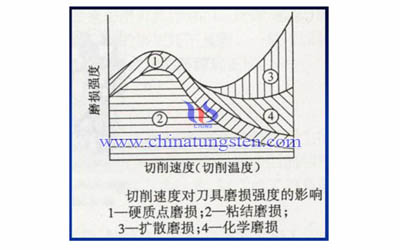
当使用硬质合金刀具进行钢料的切削加工时,在不同的切削温度和切削速度下,磨损情况也有所区别。中低温时,硬质合金刀具的主要磨损类型为粘结磨损。高温时,扩散磨损和化学磨损则称为硬质合金刀具的磨损类别中的大部分。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
