鎢合金旋鍛棒與IDAS導彈
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:36
- 點擊數:1091
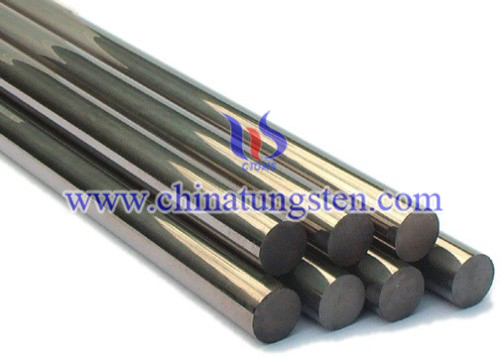
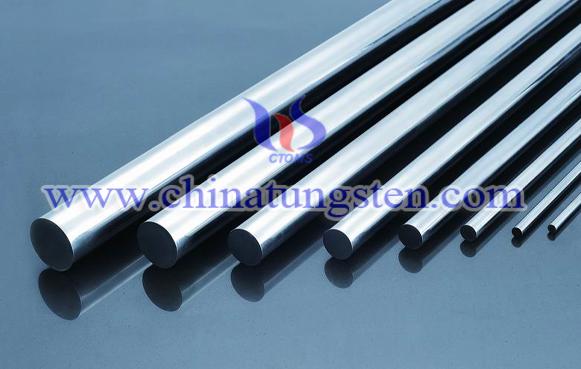
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為動能殺傷戰鬥部用於IDAS導彈。
IDAS導彈全稱為Interactive Defence and Attack System for Submarines,譯為潛艇防空系統。該導彈是一種短程防空導彈,用於德國海軍最新研製的212型潛艇。
IDAS導彈是當今世界上第一種用於潛艇上的防空導彈,賦予了潛艇防空能力。 IDAS導彈發射時,隨彈艙一起發射出去。在水面下時,導彈並沒有點火。當彈艙出水面後,彈艙脫離導彈,導彈點火飛向預定目標。
當導彈戰鬥部被引爆時,IDAS導彈會釋放出大量的鎢合金旋鍛棒,形成彈幕攔截來襲目標,可有效摧毀直升機等低空飛行目標。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
鎢合金旋鍛棒與毒刺導彈
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:30
- 點擊數:791
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為破片殺傷戰鬥部用於毒刺導彈。
毒刺導彈被稱為第二代便攜式防空導彈,通用動力公司生產。目前在世界上的許多國家中被非常廣泛地使用。毒刺導彈彈長1.52米,直徑7厘米,彈頭採用破片殺傷式。毒刺導彈發射之後,到達預定距離式,戰鬥部由延時引信引爆,釋放出大量的鎢合金旋鍛棒。鎢合金旋鍛棒形成緻密的彈幕,攔截來襲目標。
由於鎢合金旋鍛棒硬度高,密度大,可輕易摧毀來襲的飛機、直升機等航空飛行器。
高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
鎢合金旋鍛棒與AIM-54導彈
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:26
- 點擊數:651
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為破片殺傷戰鬥部用於AIM-54導彈。
AIM-54導彈是全世界第一種主動雷達製導的空對空導彈,用於美國的F-14戰機AIM-54彈體長3.96米,直徑380毫米,靠近彈體中央後部有四片固定三角翼面延伸至導彈尾部,在這四片翼面後方是四片長方型控制面。 AIM-54導彈的彈頭重達60千克,採用鎢合金旋鍛棒製作而成的高爆破片彈頭。
空戰時,導彈彈頭被引爆,會釋放出大量的鎢合金旋鍛棒,可摧毀敵機。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
鑽地彈用鎢合金旋鍛棒
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:24
- 點擊數:686
鎢合金旋鍛棒的主要成分是W-Ni-Fe、W-Ni-Cu或者W-Ni-Cu-Fe。鎢合金旋鍛棒是由鎢合金棒經過旋鍛加工之後製成的。相較於普通的鎢合金棒,鎢合金旋鍛棒的強度,硬度、抗拉強度均有大幅提升。鎢合金旋鍛棒在軍事領域裡有著極為廣泛的用途,可用於製造鑽地彈的彈頭,提升鑽地彈的鑽地效果。鑽地彈是一種攜帶鑽地彈頭(又稱侵徹戰鬥部),用於對機場跑道、地面加固目標及地下設施進行攻擊的對地攻擊彈藥。
鑽地彈之所以能鑽進地下深處,是依靠其強大的動能實現的。鑽地彈的動能和製作戰鬥部材料的密度密切相關。鎢合金的密度為16.5~18.6g/cm3,與貧鈾的密度相當。當鑽地彈由戰機在高空拋下時,由於鎢合金的密度很高,使得鑽地彈能夠攜帶足夠多的動能。此外,為了保證鑽地彈能夠鑽到足夠深的深度,其製作彈頭的材料除了具有高密度之外,還必須具有高硬度,以免在鑽地時發生破裂變形。鎢合金旋鍛棒的硬度很高,可以承受鑽地時的巨大的衝擊力,避免彈頭變形。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
鎢合金旋鍛棒與愛國者導彈
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:21
- 點擊數:677
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為動能戰鬥部用於愛國者導彈。
愛國者導彈是美國雷神公司製造的中程地對空導彈系統。它取代了勝利女神力士導彈,成為美軍高級中高度防空武器。這個武器系統在海灣戰爭後廣為人知,成為美國的代表性武器之一。愛國者導彈採用慣性導引+主動雷達導引。其戰鬥部為73公斤高爆彈頭和鎢合金旋鍛棒製成的動能彈頭
當導彈到達預定高度時,導彈高爆彈頭被引爆,高爆彈頭所釋放出的衝擊裡推動動能彈頭繼續向前飛行,撞擊來襲目標。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
鎢合金旋鍛棒與MIM-23鷹式導彈
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:18
- 點擊數:744
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為破片殺傷戰鬥部用於MIM-23鷹式導彈。
MIM-23 鷹式導彈是一種美國中距離地對空導彈。其名稱“鷹式”(HAWK)是“全程歸向殺手”(Homing All the Way Killer)的縮寫。它分為MIM-23A和MIM-23B兩種。前者己退役,移交美國國民警衛隊;後者則仍在服役。 MIM-23 鷹式導彈彈長5.08m,採用半主動雷達製導,其戰鬥部為破片摧毀型彈頭,其內部填充有大量的鎢合金旋鍛棒。
當導彈到達預定高度時,導彈戰鬥部被引爆,釋放出大量的由鎢合金旋鍛棒製成的破片可有效攔截來襲目標。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
奈基導彈用鎢合金旋鍛棒
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:14
- 點擊數:658
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為動能彈頭用於奈基導彈。
奈基導彈是由美國研製的第一代防空導彈。奈基導彈最高速度1.3馬赫,射高21千米,射程40千米,其戰鬥部除了可採用預製破片技術之外,還可採用由鎢合金旋鍛棒製作而成的動能戰鬥部。鎢合金旋鍛棒密度大,硬度高,飛機及來襲導彈難以承受鎢合金的撞擊,可有效攔截來襲目標。
由於鎢合金具有高密度,由其製作而成的動能戰鬥部不僅可以摧毀飛機,還可用於反衛星武器,是美國第一代反衛星武器。
高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
防空導彈用鎢合金旋鍛棒
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:09
- 點擊數:647
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為動能彈頭用於防空導彈。
防空導彈是指由地面、艦船或者潛艇發射,攔截空中目標的導彈,西方也稱之為面空導彈。由於大多數空中目標速度高、機動性大,故防空導彈絕大多數為軸對稱佈局的有翼導彈;動力裝置多采用固體火箭發動機,也可以採用液體火箭發動機、沖壓式空氣噴氣發動機和火箭沖壓發動機。防空導彈戰鬥部可用預製破片,也可採用動能戰鬥部。其動能彈頭主要由鎢合金旋鍛棒製作而成。
鎢合金旋鍛棒密度大,硬度高,飛機及來襲導彈難以承受鎢合金的撞擊,可有效攔截來襲目標。

高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
鎢合金旋鍛棒與標準-3導彈
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:07
- 點擊數:635
鎢合金旋鍛棒是由普通的鎢合金旋鍛棒經過選多加工之後製成的,其鎢含量為90~97%,具有高密度,高硬度和良好的延伸性。鎢合金旋鍛棒可作為動能彈頭用於標準-3導彈。近年來,鎢合金動能彈頭因美國彈道導彈防禦系統而名聲大噪。標準-3導彈是美國海基彈道導彈防禦系統的攔截彈,其戰鬥部為鎢合金旋鍛棒製作而成的動能彈頭。
標準-3導彈是RIM-156 SM-2ER Block4導彈的派生型號,也是美國海軍未來彈道導彈防禦系統(NTW-TBMD)中的導彈組成部分。是一種高層彈道導彈防禦武器。該導彈彈長6.55米,攜帶有鎢合金動能彈頭,重量為18.2千克,有末端姿態調整能力,能以每秒4千米的速度撞擊對方彈頭,以確保最終摧毀目標。之所以採用鎢合金動能彈頭,是因為標準-3導彈要防禦來襲的載有核彈頭的導彈。核彈頭不能採用爆破的方式進行摧毀,只能利用自身的動能撞擊。而鎢合金動能彈頭是攔截核導彈的最佳武器,可避免核洩漏。
高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
鎢合金旋鍛棒加工工藝簡介
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-11-19, 週二 18:04
- 點擊數:1010
鎢合金旋鍛棒加工工藝採用的是旋鍛加工。旋鍛指的是將工件通過旋轉鍛壓機加工成所需的規格。旋轉鍛壓機是鍛造與軋製相結合的鍛壓機械。在旋轉鍛壓機上,變形過程是由局部變形逐漸擴展而完成的,所以變形抗力小、機器質量小、工作平穩、無震動,易實現自動化生產。旋鍛通常是冷鍛,也可是熱鍛。鎢合金旋鍛棒採用的是熱鍛。經過旋鍛加工之後,鎢合金棒的強度大幅提升,可提升至1200MPa,甚至是1400MPa。
鍛造前鎢合金材料一般需要加熱到600~800℃,常規的鍛造變形量為10%~15%。最大變形量一般不能超過25%~30%,否則鎢合金容易產生破壞,鍛造後需要進行取應力退火,退火溫度範圍在500~1100℃,通常以加熱-鍛造-退火為一個週期。
旋鍛形變牆鎢合金存在力學性能不均勻的現象,鎢合金心部的強度、伸長率和硬度與表面的強度、伸長率和硬度之間存在較大差異。表面的強化效果優於心部的強化效果。原因在於:旋鍛時,從進入圓錐區到定徑區這一過程中,金屬開始變形且強度逐漸增大;在定徑區內金屬只承受很小的變形;在圓錐區的出口處和入口處材料的變形速度差增加,其結果是導致金屬表面附加彎曲變形。另一方面,由於鍛模與坯料之間的相互作用,也是坯料表面與心部的應力狀態和變形程度不同,表面金屬承受的剪切應力和材料畸變程度以及殘餘應力均高於心部,這樣就造成了表面的強化效果要好於心部。
高比重鎢合金產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.tungsten-alloy.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn







 sales@chinatungsten.com
sales@chinatungsten.com