鎢合金曲軸
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-19, 週二 16:17
- 點擊數:1867
|
什麼是鎢合金曲軸? |
|

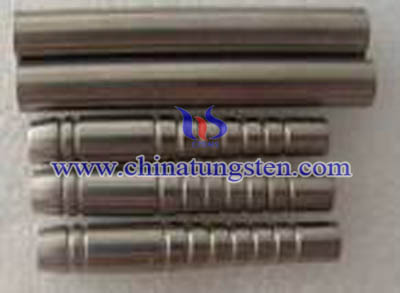
曲軸如何運行?
棒和軸承連接活塞曲軸,當活塞上下運動時,曲軸運行時,杆和軸承做圓周運動,接著曲軸就開始旋轉起來。
鎢合金曲軸的優勢
在引擎中,有必要使用配重來保持每個活塞往復運動和連接杆的平衡,而這些通常作為曲軸的零件。鉛很便宜,但密度比鎢合金低,而且不環保,而對於鋼,鎢合金密度是它的兩倍多,所以與其他材料相比,由於以下特性,鎢合金肯定是最合適的曲軸材料:
|
*抗擊力強 |
|




因此,鎢合金配件常被用做機器,船,飛機,遊艇,太空飛船配重,以及其他需要體積小,重量大的地方,鎢合金被廣泛運用於高性能引擎中(汽車,賽車,摩托,貨車,遊艇等)。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
如何選擇鎢合金飛鏢
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-18, 週一 16:14
- 點擊數:1801
首先,當談到飛鏢應該選擇怎樣的重量和樣式時,這並沒有固定的答案。唯一要記住的是,第一套飛鏢的選擇千萬別花花太多錢。基本上,第一套的飛鏢讓您感到舒服好用就行了。以下是測試飛鏢好壞的的幾個原則:大概觀察飛鏢類型,木飛鏢,黃銅飛鏢,鎳/銀飛鏢和鎢飛鏢。
 |
|
|
黃銅飛鏢 |
鎢飛鏢 |
|
|
|
|
木質飛鏢 |
銀鎳飛鏢 |


鎢質飛鏢因密度高而抗磨和形成桶狀形緊縮群組而成為最流行的鎢質飛鏢聯盟。銅和鎳/銀飛鏢由於採用較軟金屬可以承受外表滑膩,摩擦和其他飛鏢接觸,且價格更實惠。購買鎢質飛鏢時一定要注意包裝,因為鎢的比例對鎢質飛鏢是非常重要,比例越高越好,並且更加昂貴。高質鎢飛鏢的主要好處是槍管會較小,最大限度地減少反彈逾。
|
在玩飛鏢時,應該多嘗試不同類型的飛鏢,飛鏢重量可以從12克至50克不等。使用30克以上的飛鏢是很罕見的,然而,許多的飛鏢重量高達50克。無事閑來可以逛逛飛鏢商店和扔飛鏢。扔飛鏢的速度可以決定你選擇的飛鏢重量。飛鏢越重,你越需要扔得快和力度要更重。飛鏢重量分佈也是很重要的。許多的飛鏢要嘛頭重腳輕,要嘛腳重頭輕。在購買前,應該多次試試手感,形成自己最喜歡的讓扔飛鏢感覺,然後再購買。 |
|

購買飛鏢也要試試飛鏢的不同曲軸,考慮飛鏢的曲軸又稱鏢莖的主要因素為它的長度與重量,這裏最重要的是平衡。你需要注意的是與飛鏢有關的重量和長度,塑膠莖由於它相對優惠與輕,成為了大家普選的材料。但是,鋁制也可以嘗試,鋁制曲軸由於它們輕質且具有剛性優勢,因此當投擲時並不是那麼容易彎曲,另一個優勢是它們的寬鬆。為了克服這個問題,只是增加了一個橡膠O形圈軸的螺紋部分。
 |
|
|
鋁制莖 |
鈦制莖 |
|
|
|
|
尼龍莖 |
塑膠莖 |


嘗試不同的鏢鉗。你的下一步就是嘗試不同的桶鉗,那個最適合你重量的就是最合適的。許多的鏢桶由於滾花工藝變得重量很重。一般的,較重的滾花容易握鏢。然而,極其沉重的滾花可以導致飛鏢矯正你的準確度。對於職業飛鏢投擲手,他們往往會選擇很多的飛鏢,然後選擇最適合自己使用的作為自己的經常使用的飛鏢。
嘗試不同的射擊方式。尋找飛鏢的射擊方式最終要的就是根據它的重量和韌性。射擊頭也有許多的形狀和材質組成,而且,挑選射擊頭的關鍵就是桶和莖的平衡。但是如果太重的射擊頭就會有失平衡。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金飛鏢筒優點
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-18, 週一 16:06
- 點擊數:1894
鎢是一個密度非常高的金屬,強度也很高。對於飛鏢來說,密度高是非常重要的,應為高密度的飛鏢能夠讓飛鏢的中心更穩,所以對飛鏢進行高精密度的加工是很有必要的。
選擇鎢鏢筒的第一考慮因素是它的尺寸。相同重量的鎢飛鏢是黃銅飛鏢直徑的一半,這種小巧而高重量的飛鏢有利於我們投中鏢的靶心。老式的黃銅飛鏢,直徑面積幾乎和靶心一樣大。而直徑小的的鎢合金鏢筒更加容易讓兩到三個飛鏢都佔據靶心的位置。


鎢合金鏢筒的優點自由密度比黃銅飛鏢大,而直徑大小比黃銅飛鏢小的多,這將非常有利於飛鏢的使用和飛鏢比賽的使用,這使得許多的飛鏢都能夠集中在同一個靶心的位置,比起傳統的黃銅飛鏢這對於玩飛鏢比賽有一定的優越性和優勢。在這類我們還通過了不同大小和款式的飛鏢,以及一些飛鏢鋼尖和飛鏢套。
鎢合金鏢筒在16~30克左右。最重要的是如何選擇和設定飛鏢,您可以嘗試著使用多種的飛鏢,最主要的是你覺得舒服和順手。一旦你找到你屬於適合你自己的飛鏢,那麼您將會想要購買這樣的飛鏢,如果你的遊戲確實有點過時或你正在努力改進,不要害怕改變您所選擇的飛鏢。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
帶鋼尖的鎢合金飛鏢
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-18, 週一 16:02
- 點擊數:2043
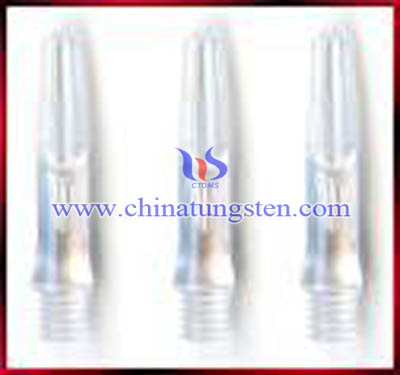
帶鋼尖的鎢合金飛鏢是什麼?
帶鋼尖鎢合金飛鏢已經有很長得一段時間了,並且有幾種不同的類型。最古老的飛鏢風格是由木制的,在鏢桶中有木桶和鋼尖。使用這種飛鏢想要得180分的可能性是非常小的,除非奇跡出現。
其他更常見的鏢是標準鐵桶內置尖端的鋼尖鏢。可製成黃銅或鎢桶。兩種金屬之間的主要區別在於,鎢是黃銅密度的兩倍,從而使鎢鋼鏢頭可製成直徑相同重量的黃銅飛鏢。這意味著,你可以比黃銅飛鏢更加容易的射中目標靶心。鎢鋼飛鏢種類很多,特別是當它涉及到的抓地力。可以是光滑的抓地力,只是在每桶的凹槽處,或增加新的鑽石圖案標記額外的抓地力和握到每桶滾花的邊緣。
鎢是一種堅硬且密度大的物質。由於它的堅硬,其他合計產品都粘附到它上面,以避免破損,最常見的是鎳。鎢的百分比越高,鏢桶的密度就越大。從而可以有一個較小的桶(比黃銅或鎳銀),即使有相同或更大的重量。鎢比例較高的,飛鏢的成本上升。這是因為鎢是較硬的材料機。硬度鎢鋼飛鏢重量允許它保留其凹槽和滾花與鎳銀或黃銅飛鏢相比之下。鎢配重是一個飛鏢的首選材料,因為您的飛鏢可以用較小的桶製作而成。
 |
 |
 |
 |
 |
 |
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金飛鏢杆尺寸
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-18, 週一 15:57
- 點擊數:1980
為什麼用鎢合金製造飛鏢杆?
眾所周知,飛鏢杆是飛鏢的主要部分。如今,鎢合金已廣泛應用於飛鏢杆的製作。
飛鏢杆通常就是鎢合金細杆,以下是常規飛鏢杆的尺寸。
|
Billet Size [Ø(+0.05)×(+1.0)mm] |
Content of W (%) |
|||||||
|
65 |
70 |
80 |
85 |
90 |
95 |
|||
|
Density (+/-0.25g/cc) |
||||||||
|
13.20 |
13.90 |
15.40 |
16.00 |
16.90 |
18.00 |
|||
|
No. |
inch |
mm |
Weight (+/-0.50g/pc) |
|||||
|
1 |
Ø1/4×1.7 |
Ø6.35×43.2 |
|
|
|
|
|
|
|
2 |
Ø1/4×1.8 |
Ø6.35×45.7 |
|
|
|
|
|
|
|
3 |
Ø1/4×1.9 |
Ø6.35×48.3 |
|
|
|
|
|
|
|
4 |
Ø1/4×2.00 |
Ø6.35×50.8 |
|
|
|
|
|
|
|
5 |
Ø1/4×2.15 |
Ø6.35×54.6 |
|
|
|
|
|
|
|
6 |
Ø0.265×1.7 |
Ø6.73×43.2 |
|
|
|
|
|
|
|
7 |
Ø0.265×1.8 |
Ø6.73×45.7 |
|
|
|
|
|
|
|
8 |
Ø0.265×1.9 |
Ø6.73×48.3 |
|
|
|
|
|
|
|
9 |
Ø0.265×2.00 |
Ø6.73×50.8 |
|
|
|
|
|
|
|
10 |
Ø0.265×2.15 |
Ø6.73×54.6 |
|
|
|
|
|
|
|
11 |
Ø9/32×1.6 |
Ø7.15×40.7 |
|
|
|
|
|
|
|
12 |
Ø9/32×1.7 |
Ø7.15×43.2 |
|
|
|
|
|
|
|
13 |
Ø9/32×1.8 |
Ø7.15×45.7 |
|
|
|
|
|
|
|
14 |
Ø9/32×1.9 |
Ø7.15×48.3 |
|
|
|
|
|
|
|
15 |
Ø9/32×2.00 |
Ø7.15×50.8 |
|
|
|
|
|
|
|
16 |
Ø9/32×2.15 |
Ø7.15×54.6 |
|
|
|
|
|
|
|
17 |
Ø5/16×1.6 |
Ø7.94×40.7 |
|
|
|
|
|
|
|
18 |
Ø5/16×1.7 |
Ø7.94×43.2 |
|
|
|
|
|
|
|
19 |
Ø5/16×1.8 |
Ø7.94×45.7 |
|
|
|
|
|
|
|
20 |
Ø5/16×1.9 |
Ø7.94×48.3 |
|
|
|
|
|
|
|
21 |
Ø5/16×2.00 |
Ø7.94×50.8 |
|
|
|
|
|
|
|
22 |
Ø11/32×1.4 |
Ø8.74×35.6 |
|
|
|
|
|
|
|
23 |
Ø11/32×1.6 |
Ø8.74×40.7 |
|
|
|
|
|
|
|
24 |
Ø11/32×1.8 |
Ø8.74×45.7 |
|
|
|
|
|
|
|
25 |
Ø11/32×2.00 |
Ø8.74×50.8 |
|
|
|
|
|
|
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金板
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-17, 週日 17:03
- 點擊數:1877
什麼是鎢合金板?
鎢合金板被燒結生產成鎢合金棒,鎢合金盤,鋼坯,滾動或扣壓成棒,板等,較小的尺寸是在後面繪製的。鎢合金棒生產中直隨機長度與英制表面光滑,直徑3mm和較大,與3mm以下的順利繪製完成。也可以設計一個特定模型的鎢合金板。
特殊的長度尺寸我們也可以更加您的需要進行製作,鎢合金板能夠很容易很好的被製作成為各種類型,如鎢合金棒,鎢合金板,我們可以提供密度為15-18.5公克╱立方公分的鎢合金板。這些類型的鎢坯可以進一步加工,通常用來製作成為各種配重件,輻射遮罩件,國防軍事設備,焊條,擠壓模具,也用在一些體育領域,如飛鏢,鋼坯,高爾夫球頭等。
鎢合金板產品,可用于以下應用:
-專業飛鏢的主體,鎢坯/桶
-鎢杆,棒,立方體,磚,塊,鎢合金板的各種應用
-遊艇配重使用,帆船,潛艇和其他船隻
-鎮流器飛機,直升機,F1賽車,和其他車輛
-重裝甲的動能穿甲彈
-輻射遮罩核U型電源,X射線,以及醫療等部分
-子彈,步槍,導彈和炸彈
-螺絲/高爾夫球頭,漁墜子
-鮑勃/手機,時鐘振動器
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金牌號標準
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-17, 週日 16:58
- 點擊數:2634
鎢合金牌號標準:
AMS-T-21014
|
AMS-T-21014 |
Class 1 |
Class 1 |
Class 2 |
Class 2 |
|
配比 |
90W7Ni3Fe |
91W6Ni3Fe |
92W5Ni3Fe |
93W4Ni3Fe |
|
密度(g/cm3) |
17.1±0.15 |
17.25±0.15 |
17.50±0.15 |
17.60±0.15 |
|
熱處理 |
燒結 |
燒結 | 燒結 | 燒結 |
|
抗拉強度(MPa) |
900-1000 |
900-1000 |
900-1100 |
900-1100 |
|
延伸率 (%) |
18-29 |
17-27 |
16-26 |
16-24 |
|
硬度(HRC) |
24-28 |
25-29 |
25-29 |
26-30 |
|
AMS-T-21014 |
Class 3 |
Class 3 |
Class 4 |
|
配比 |
95W3Ni2Fe |
96W3Ni1Fe |
97W2Ni1Fe |
|
密度 (g/cm3) |
18.10±0.15 |
18.30±0.15 |
18.50±0.15 |
|
熱處理 |
燒結 |
燒結 |
燒結 |
|
抗拉強度 (MPa) |
920-1100 |
920-1100 |
920-1100 |
|
延伸率(%) |
10-22 |
8-20 |
6-13 |
|
硬度(HRC) |
27-32 |
28-34 |
28-36 |
Anviloy
|
產品 |
正常配比 |
密度 (g/cm3) |
極限抗拉強度 (N/mm2) |
硬度 (HRC) |
應用 |
| Anviloy 1150 | 90%W4Mo4Ni2Fe | 17.25 | 965 | 34 | |
|
Anviloy 4200 |
93%WNiFeMo |
17.8 |
885 |
30 |
壓鑄件 |
|
Anviloy 4000 |
90%WNiFeMo |
17.3 |
960 |
32 |
壓鑄工具 |
|
Anviloy 4100 |
86%WNiFeMo |
16.7 |
1075 |
36 |
壓鑄工具 |
Mil-T-21014
|
等級 |
Mil-T-21014 |
|||||
|
Class1 |
Class 1 |
Class 2 |
Class 3 |
Class 3 |
Class 4 |
|
|
配比 |
90%W, 6%Ni4%Cu |
90%W, 7%Ni3%Fe |
92.5%W, 5.25%Ni 2.25%Fe |
95%W, 3.5%Ni 1.5% Cu |
95%W, 3.5%Ni 1.5%Fe |
97%W, 2.1%Ni 0.9%Fe |
|
密度 (gm/cc;lbs/in3) |
17;0.614 |
17;0.614 |
17.5;0.632 |
18;0.65 |
18;0.65 |
18.5;0.668 |
|
硬度 (RC) |
24 |
25 |
26 |
27 |
27 |
28 |
|
極限抗拉強度 (PSI) |
110,000 |
120,000 |
114,000 |
110,000 |
120,000 |
123,000 |
|
屈服強度, .2% Offset (PSI) |
80,000 |
88,000 |
84,000 |
85,000 |
90,000 |
85,000 |
|
延伸率(% in 1″) |
6 |
10 |
7 |
7 |
7 |
5 |
|
比例彈性限度 (PSI) |
45,000 |
52,000 |
46,000 |
45,000 |
44,000 |
45,000 |
|
磁性 |
Nil |
Slightly Magnetic |
Slightly Magnetic |
Nil |
Slightly Magnetic |
Slightly Magnetic |
|
ASTM-B-459-67 |
Grade1 Type Ⅱ && Ⅲ |
Grade1 Type Ⅱ && Ⅲ |
Grade2 Type Ⅱ && Ⅲ |
Grade3 Type Ⅱ && Ⅲ |
Grade3 Type Ⅱ && Ⅲ |
Grade4 Type Ⅱ && Ⅲ |
NAVY MIL-T-21014:鎢基零件, 高比重金屬 (燒結或熱壓), 鍍層, 電鍍鉻。
ASTM B 777-99
|
Class |
1 |
2 |
3 |
4 |
|
|
鎢比例 % |
90 |
92.5 |
95 |
97 |
|
|
密度(g/cc) |
16.85-17.25 |
17.15-17.85 |
17.75-18.35 |
18.25-18.85 |
|
|
硬度 (HRC) Max |
32 |
33 |
34 |
35 |
|
|
極限抗拉強度 |
ksi |
110 |
110 |
105 |
100 |
|
Mpa |
758 |
758 |
724 |
689 |
|
|
屈服強度 at 0.2% off-set |
ksi |
75 |
75 |
75 |
75 |
|
Mpa |
517 |
517 |
517 |
517 |
|
|
延伸率, % |
5 |
5 |
3 |
2 |
|
鎢基,高比重金屬的ASTM B777-99標準
1.規格包括了四種等級,易加工,高比重鎢基金屬,由金屬粉末混合壓制而成,而主要成分為鎢。這種材料的規格可以用來做零部件或者有其他鍍層來保護不受腐蝕。
2.用途 -此材料製成的產品可用來做靜態動態高速慣性系統的配重,遮罩件,減震產品。
3.特殊用途 -如用於特殊用途, 性能要求就很重要. 此合金包括可以使其有磁性的材料。若要求不含磁,必須在訂單中指明。Class 4不是無磁等級. 此項規格,無磁性被定義為最大磁導率為1.05。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金的用途
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-17, 週日 16:53
- 點擊數:1850
鎢合金的用途:
鎢合金的這些性能優勢使得此合金廣泛運用於國防和民用事業。
他們被用於很多領域,如體育,包括高爾夫杆,漁墜子,飛鏢,遊艇,賽車;醫療設備如遮罩件,電源架,瞄準儀,同位素容器,核注射器,防輻射試管;科技事業包括鎢合金電子分裝片,鎢加熱子,石油鑽井,礦產開採。軍事運用,如子彈,榴彈頭,導彈,飛航式導彈平衡球等。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金的綜合性能
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-17, 週日 16:47
- 點擊數:1873
鎢合金表現出各種特殊的性能。它所表現出的綜合性能如下:
|
*高密度 |
|
|
|
鎢合金棒(相當於Anviloy產品) |
||
|
|
||
|
鎢合金遮罩件 |
||
|
|
|
|
|
鎢合金配重 |
鎢合金配重 |
|
|
|
|
|
|
鎢合金配重 |
鎢合金鍍金塊 |
|






鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金(高比重鎢合金)
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-02-17, 週日 16:36
- 點擊數:1899
什麼是鎢合金?
鎢合金(高比重鎢合金)通常為難熔金屬,一般由W-Ni-Fe(鎢-鎳-鐵)或W-Ni-Cu(鎢-鎳-銅)或W-Ni-Cu-Fe(鎢-鎳-銅-鐵)構成,有些鎢合金還有添加Co(鈷)、Mo(鉬)、Cr(鉻)等。他們有很高的熔點,密度是鋼鐵的2倍,並且重量比鉛重50%。鎢的含量在合金中通常占90%~98%,這也正是鎢合金能有高密度(通常為16.5克/釐米3~18.75克/釐米3)的原因所在。Ni、Fe、Cu則被用作是粘合劑,起到讓易脆的鎢粘結在一起的作用,從而,增強鎢合金的延展性,使其易於加工。Ni-Fe是交常用的添加劑,其比例為7Ni:3Fe或8Ni:2Fe(重量之比)。
鎢合金(高比重鎢合金)常規的生產流程包括混料,冷壓和液相燒結直至所需的密度。在液相燒結的過程,這種基體合金呈熔解態,有助於鎢更好地溶與液體,使鎢大顆粒(20~60微米)分散到這種基體合金中。這種處於燒結態的材料通常還要進行熱機械處理過程,如:鍛造,以便增強其硬度和強度。目前高比重鎢合金的成分以WNiFe頗受歡迎,例如93W-4.9Ni-2.lFe和95W-4Ni-lFe。在WNiFe合金中添加適量的鈷可以增強他的強度和延展性。
鎢合金的主要性能
鎢合金(高比重鎢合金)有許多特殊的性能,比如:
體積小但高密度(通常為16.5克/釐米3~18.75克/釐米3),高熔點,硬度大,出色的耐磨性,高極限抗拉強度,延展性好,低蒸氣壓,耐高溫,熱穩定性好,易加工,耐腐蝕,良好的抗震性,極高的輻射吸收能力,優秀的抗衝擊能力和抗龜裂性,並且無毒環保,與國際環境保護標準是一致的。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com

 sales@chinatungsten.com
sales@chinatungsten.com