硬质合金刀具泰勒公式计算
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月03日 星期五 14:34
- 点击数:1591
在 泰勒公式中,指数m是vc--T直线的斜率,它的大小显示了切削速度对硬质合金刀具的使用寿命影响程度。对于耐热性较差的刀具材料,它的m值相对较小,直 线斜率也小,则表明切削速度对于刀具的使用寿命影响程度越大,此时只要切削速度发生稍许变化都会对刀具的使用寿命造成极大的影响。
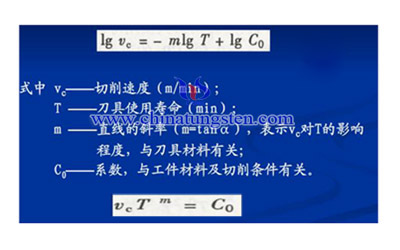
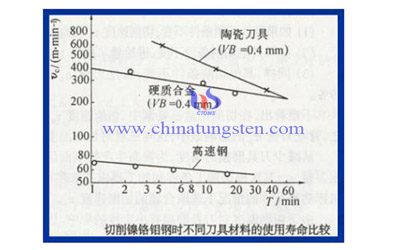
硬质合金 刀具由于耐热性较好,vc--T直线的斜率较大,一般情况下它的m值在0.2到0.3之间。例如在切削镍铬钼钢时,若此时VB=0.4mm,相比与耐热性 较差的高速钢刀具,硬质合金的的耐热性较好,它的直线斜率也更大及在此切削条件下,切削速度对于硬质合金刀具比对高速钢刀具的使用寿命影响更小。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金刀具切削用量与使用寿命关系
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月03日 星期五 14:34
- 点击数:1469
在使用硬质合金刀具进行切削加工时,切削用量与刀具的使用寿命有着紧密的关系。其中切削用量包含三个要素:切削速度,进给量与背吃刀量,它们对于刀具使用寿命的影响各不相同。
切削速度与刀具使用寿命
当工件材料,刀具材料以及刀具的几何参数确认后,影响硬质合金刀具使用寿命的主要因素是切削速度。根据硬质合金刀具磨钝标准,VB取值为0.3mm,以及不规则磨损时VBmax=0.6mm,则可求出不同切削速度下所对应的刀具使用寿命。特别地,泰勒公式作为计算切削速度和刀具使用寿命的关系式是选择刀具切削速度的重要依据。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金可转位刀片有效切削长度
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月03日 星期五 14:32
- 点击数:1094
在 实际切削中,相对于选择硬质合金可转位刀片的全长,在刀片选择时更需要考虑它的有效长度。由于每一种形状的硬质合金可转位刀片都有特定的最大有效切割长度 且刀片形状的顶尖角也对刀片的强度有着决定作用。推荐使用的最大值则可根据连续粗加工中的数值来选择。如果有效切削长度稍小于切深,则应该选择大尺寸的刀 片或者相应减小切深。
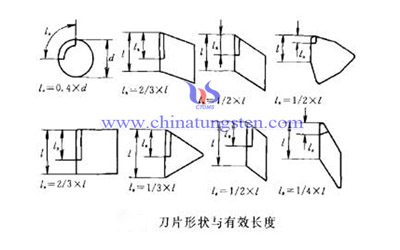
特别地,硬质合金可转位刀片的有效切削长度除了与刀片形状还和断屑槽以及切削类型有关。
同样的刀片形状如果切削几何槽形不同,或者切削类型如粗加工,精加工等要求不同,最终所使用的有效长度也有多不同。对于可靠性要求较高的加工,在硬质合金可转位刀片选择时,建议选用较大且更厚的刀片。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
提高钨触点可靠性的实验方法
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:15
- 点击数:1309
组一:
将钨触点放在温度为26℃、湿度为94-98%的湿热箱中,待一个月后取出,可发现钨触点的表面有黑褐色胶状物的存在。让其自然干燥和充分氧化后,黑褐色胶状物变成黄褐色硬膜。利用电子谱仪对其进行分析发现:硬膜的成分为钨、碳、氧、银等元素,其中,钨和氧的含量均大于30%。
组二(对比实验):
实验条件
实验温度:20-30℃
实验湿度:94%-98%
1.将钨片与铜座分开放入以上条件的湿热箱中,待120小时后,观察其变化,发现:钨片和铜座均呈现原金属色,未发生明显变化。
2.将钨片和铜座一起放入以上条件的湿热箱中, 120小时后取出,观察发现:钨片表面有黑褐色胶状物生成。然后,将钨片放入水中,发现:胶状物可溶于水且溶液呈现灰白色。最后,从水中取出钨片,将其放在32倍放大镜下观察,发现:钨片表面有麻点(被腐蚀)。

纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
钨触点加工工艺要点(4)
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:10
- 点击数:1186
4.确保旋锻模的尺寸精度
旋锻模由两个对称的模块组成,在实际工作时,两个半模之间有一定的间隙。
旋锻模的尺寸参数(比如,定径区长度、椭圆度和定径区表面的光洁度等)会影响钨触点的质量。
保证两个半模的对称性。
旋锻模的椭圆度不可太大,应控制在一定的范围,以避免因模具与制品的接触面过小而影响制品表面的光洁度和质量。
如果定径区过长,则材料与模型间的接触面增大,因此散热快,加工材料杆的降温也快,容易产生脆断和劈裂。如果过短,则不仅会影响制品表面的光洁度,而且旋锻模的磨损也会加快。

纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
钨触点加工工艺要点(3)
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:08
- 点击数:1453
3.1严格控制加热温度和保温时间
钨触点加工过程中的两个重要参数:加热温度;保温时间。
钨触点加工过程中的加热温度、保温时间因牌号、晶型的不同而有所差异。见下表:
|
牌号 |
晶型 |
加热温度/℃ |
加热时间/min |
||
|
圆棒 |
方坯 |
圆棒 |
方坯 |
||
|
W1 |
细晶 |
1450 |
1450-1500 |
8-10 |
20 |
|
粗晶 |
1500 |
1500-1550 |
10-12 |
25 |
|
|
框晶 |
1550 |
1550-1600 |
12-14 |
30 |
|
|
WA1 |
细晶 |
1450-1500 |
1500-1550 |
10 |
20 |
|
粗晶 |
1500-1550 |
1550-1600 |
12 |
25 |
|
|
框晶 |
1550-1600 |
1600-1650 |
15 |
25-30 |
|
另外,为了满足加工要求,应在坯条由方变圆的旋锻工序适当延长保温时间(大约延长2-3分钟)。还有一点就是,从钨坯到钨触点的整个旋锻加工过程均不设退火点,以保证钨触点的硬度和断面晶粒数。
3.2表面清洗
在进行最终的旋锻之前,应该要用一定浓度的氢氧化钠溶液电解清洗钨杆材以去除其表面的黄色三氧化钨。为了保证钨触点的表面质量,应再涂上石墨乳再对其进行加工。
纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
钨触点加工工艺要点(2)
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:06
- 点击数:1622
2.严格控制加工率
钨触点是采用旋锻加工工艺由钨坯条加工而成。在钨触点加工工艺的最后的1-2道工序之前,每一道工序都应该尽可能采用比较大的道次加工率,而且,粗晶和框晶晶型的道次加工率应该比细晶晶型的略大些,因此,钨触点的生产周期得以减短,生产效率得到提高。
为了使得钨触点的质量能够得到保证,成品加工率应控制在5%-9%,而在此之前的1-2道旋锻工序,其道次加工率应控制在12%-15%。

纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
钨触点加工工艺要点(1)
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 18:03
- 点击数:1600
1.钨坯料的分类选择
用来生产钨触点的原材料------钨坯的密度应大于17.6g/cm³。在进行旋锻等工序加工前,应该先把钨坯分类,分类方法依照其晶型。选择何种晶型的钨坯?可根据客户提出的要求而定,看其需要的钨触点的晶粒数的数目。
钨坯的晶型选择和钨触点断面晶粒数数目
|
钨坯晶型 |
断面晶粒数 个/mm² |
|
细晶 |
13000-20000 |
|
粗晶 |
9000-13000 |
|
框晶 |
8000-9000 |
纯钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金刀具磨钝标准
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 14:44
- 点击数:2393
硬质合金刀具的磨钝标准是指刀具的磨损限度值。当硬质合金刀具磨损到一定程度时就不能继续使用,若继续使用就会对大大降低工件的尺寸精度以及表面质量,而刀具的材料消耗和加工成本也随之增大。
在生产实践中,此类刀具的磨损现象包括粗加工时切削颜色和形状发生变化,加工表面出现亮带;粗加工中,加工件表面粗糙度增大,同时工件尺寸和形状精度下降。
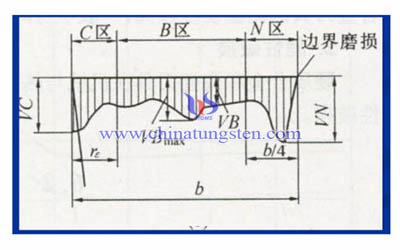
由于一般刀具的后刀面都会发生磨损且较易测量,因此磨钝标准常以刀具的后刀面磨损值来衡量刀具的磨损程度。根据国际标准ISO推荐的硬质合金车刀使用寿命试验的磨钝标准为:
① VB=0.3mm;
② 如果后刀面是无规则磨损,VB(max)=0.6mm;
③ 前刀面磨损量KT=0.06+0.3f,f为实际进给量。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金刀具磨损与温度的关系
- 详细资料
- 分类:钨业知识
- 发布于 2015年7月02日 星期四 14:44
- 点击数:1399
硬 质合金刀具磨损的主要原因粘结磨损,扩散磨损以及化学磨损和硬质点磨损。但同时值得注意的是由于在实际运用中硬质合金刀具的材质,加工件材料和切削条件的 不同,可造成硬质合金刀具磨损的主要原因各不相同。特别地,切削温度作为刀具磨损的主导因素,除了硬质点磨损外,粘结磨损,扩散磨损以及化学磨损都受到切 削温度的影响。
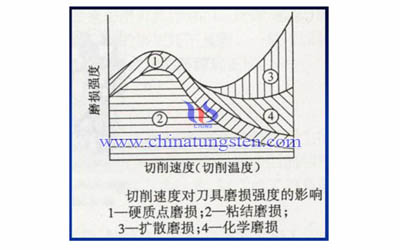
当使用硬质合金刀具进行钢料的切削加工时,在不同的切削温度和切削速度下,磨损情况也有所区别。中低温时,硬质合金刀具的主要磨损类型为粘结磨损。高温时,扩散磨损和化学磨损则称为硬质合金刀具的磨损类别中的大部分。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
