硬质合金铣刀圆周铣削方式 (3)


- 详细资料
- 分类:钨业知识
- 发布于 2015年6月29日 星期一 15:50
- 作者:lucy
- 点击数:1472
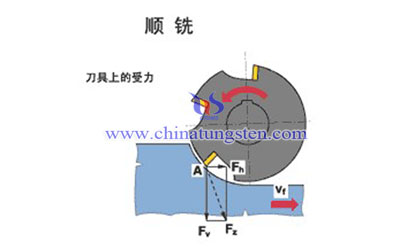
顺铣
在 使用硬质合金铣刀进行顺铣时,通过观察检测可见铣刀的切削厚度由厚变薄,没有产生滑行现象且轨迹线相对更短而陡。由于此时硬质合金铣刀的铣削力较小,摩擦 挤压较轻,使得加工件的加工表面粗糙度值随之减小,铣刀的相应磨损程度也降低。不同于逆铣时,顺铣的切削力垂直分力方向向下,可有效的对工件产生一个向下 的固定压力,避免铣削时发生振动。
但在顺铣时,由于硬质合金铣刀的切削力水平分力与进给方向相同与进给力方向相同,铣床工作台的进给机构中的丝杠和丝母工作表面易发生脱开引起加工中水平方向的窜动。
总的来说,在实际应用中对于硬质合金铣刀的圆周铣削方式,顺铣比逆铣具有更多优点,但是也需注意顺铣时需根据实际情况给机床配备消除间隙的机构。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
