钨合金航天用配重
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月07日 星期四 17:15
- 作者:zwc
- 点击数:3991


钨合金应用于航空航天工业,往往需要将配重放在有限的空间中。随着可能尺寸的大幅度减小,从而也导致更多的重量分布的控制。钨合金配重可以增加控制机制的灵敏度和保持飞机运行控制在可接受的范围内。
钨合金平衡配重在飞机发动机和螺旋桨推进系统的动态元件中发生振动是极不可取的。通过外部旋转部件质量不平衡引起的振动,可以使用大量平衡配重来减少或消除振动。此外,配重被装进许多螺旋桨设计的高控制系统,作为故障保护机制。在飞行中,螺旋桨通过液压来保持正确的角度。飞行操纵面,如电梯,方向舵和副翼,往往用配重来优化性能。钨合金为设计人员提供了高于传统平衡材料诸如铅或钢等几个优点。该合金的高密度可以使用更小的组件,从而降低了整体系统的重量。不同于铅,可在常温下表现出蠕变,这些合金是稳定的,因此可用于 强调机械运作的部分,而无需额外的制造和装箱。
钨合金转子叶片
| 其他钨合金在航空航天应用 ,包括大量配重用于卫星和直升机旋翼叶片和导弹和航空陀螺控制。与防震动功能不同,这些材料也被用来在驾驶舱,增加所需的振动预警控制。同样,飞行电传操纵系统将小批量钨合金引进了飞行控制操纵杆,以增加惯性 ,从而重新找到在传统的控制下,将电梯和副翼联系起来的的“感觉”, |
 |
钨合金除了可用于配重,也可用于飞机制造和维修业务。为了减小的铆钉枪引起的振动,bucking bar(“铆接拖卡”或“手砧”)用来吸收外力。振动可能损害使用者的神经,肌肉和骨骼 ,造成腕隧道症候群(白手指)。许多航空公司现在 使用钨合金铆钉顶棒来减少振动带来的影响。
当今航空航天工业的主要需求之一就是 加速增长的长途客运货运运输的同时减少耗油以及污染。由高性能钨合金制成的产品以及组件对于未来民用大型飞机,超声波飞机以及高性能飞机是至关重要的。耐高温材料在促进推进系统,如飞机和火箭推进器涡轮机,以及高超音速飞机的热外层结构 上会有所突破。
高端材料可减少耗油:增加天然气的燃气涡轮进口温度大大有助于增加航天能源效率。材料必须满足诸如热气体耐腐蚀,低膨胀,高抗蠕变性和优越的抗疲劳性能等高要求。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨合金船用配重
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月07日 星期四 17:08
- 作者:zwc
- 点击数:3678
什么是钨合金船用配重?
钨合金配重是为帆船提供抵御在航行中的侧向力。重量不够,船容易翻船,特别是在大风中。当航行的船只运载的货物,到了特定的港口后,货物就会被卸下。为了保持船只的竖直,就有必要装东西来做配重。
据我们所知,在大型现代船只中,龙骨常常是用高比重材料制成或是装有此类材料,如铅。但是铅易产生污染,所以由于钨材料的高比重以及无毒,它已越来越被用于轮船配重.将此配重放置得越低(通常是在龙骨的底部)就越能保持船的平衡。传统上是用沙子或石头。
钨合金配重的几大特点:
-高达18.5g/cm3的密度
-密度比铅高65%
-密度比铁高130%
-力学性能高,可适应动态或静态安装
-弱铁磁性
-如特别强调,可以无磁
-铅的替代品
-无毒
-抗腐蚀
-易加工
-可和其他材料配合使用
由于钨合金的特性,它常被用做游艇,帆船,潜艇等的配重。
|
名称:钨合金砖块 |
|
|
尺寸: 200mm×100mm×50mm |
|
|
配比: 95%WNiFe |
|
|
密度: 18+/-0.15g/cm3 |
|
|
|
|
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨合金飞机配重
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月07日 星期四 17:00
- 作者:zwc
- 点击数:4162


设计者在设计航空航天和国防工业时需要高密度,良好的机械强度,易加工的材料,钨合金则是最好的选择。
钨合金产品的高密度大大减小了组件的物理尺寸。这样可以更容易控制重量分配,增加控制机制的灵敏度。当大量材料需要被放置在一个狭小的空间里,钨合金成为最理想的材料。
钨合金飞机配重的应用
飞行控制系统:钨合金配重通常用于优化飞行控制性能,如方向舵,升降舵和副翼,比其他传统材料如钢或铅都有较大优势。
转子叶片:直升机旋翼桨叶要求最佳的平衡。钨合金可以装在单个叶片在制造过程中出现不平衡的位置,如在直升机平衡器中。
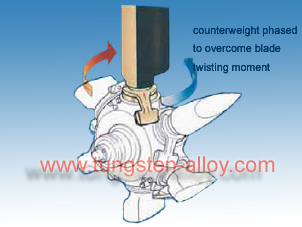
螺旋桨:钨合金配重可以装入故障安全装置,以避免超速问题。
惯性系统:钨合金可装入控制旋转的陀螺飞轮来储存动能。
钨合金用于这种陀螺仪中主要有两个用途:
(1)要调整三角形的重心。
(2)要调整激光振荡频率横梁。
铆钉顶棒:合金做的铆钉顶棒s,拥有高比重,是用于减震的理想材料.很多航空公司现在看到钨合金产品的巨大优势,而从铁材料转而用钨合金。
调整重量:在装配的最后阶段,为了调整飞机的最终重量需要用到配重块。
在有限的空间中,钨合金自然成为最好的选择,因为它较大的质量/大小比例。但是,它也有利于减小调整重量的余额,因为高密度材料可放置在离支点更远的位置,同时也达到要求的效果。
工作原型:钨合金经常被用作原型工作的配重来模拟仪器,乘客重量等,或用在飞行试验或模型风洞测试中。
卫星
钨合金材料常常被用于保持平衡,这对确保重心精确定位起着重要作用,在太空飞行的进程中以确保进入正确的轨道上。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨合金直升机配重
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月07日 星期四 17:03
- 作者:zwc
- 点击数:6036
钨合金配重可用于许多要求高惯性力和高重量,并在有限的空间条件下的工程。由较好的钨基粉末做的产品经过烧结可用作旋转惯性配重,防振材料以及汽车,航空以及体育器材用配重。
钨合金旋转惯性配重的优势:高比重:18.6g/cm3min.高弹性模量,非常良好的机械性能,良好的加工性,对环境,健康无害
钨合金被用于多种直升机中,可用作机翼的机身,垂直(舵)和横向(电梯)稳定器,直升机旋翼,螺旋桨,航空航天仪器中的配重。


钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
五氯化钨
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月07日 星期四 16:34
- 作者:zwc
- 点击数:3895
五氯化钨为闪光墨绿色晶体,暴露于空气中易分解。
五氯化钨可溶于乙腈、苯、氯仿、二硫化碳等有机溶剂中。和伯胺反应易生成胺化合物。溶于水发生水解,生成蓝色氧化物W20O58,在空气中加热生成氧氯化钨WOCl4。
对湿气和水均极敏感,在空气中放置即生成绿色的表面膜,在水中则发生分解而成W2O5。若在空气中加热,则生成氯氧化钨WOCl4。在大部分极性溶剂中能发生分解,但可微溶于二硫化碳一类的非极性溶剂。其蒸气呈淡蓝绿色。
250~280℃下用红磷还原六氯化钨或380~400℃下用氢还原六氯化钨制取。可由四氯化钨歧化反应制得。也可由三氯化钨于红热分解而得。
制法1:2WCl6+H2→2WCl5+2HCl
在石英管中将六氯化钨在410~425℃下加热,同时通入氢气还原。由于同时生成WClO和低价的WCl4、WCl2等物,故需在氮气流中升华精制,然后储存于封闭管中。
制法2:2WCl6+C2Cl4→2WCl5+C2Cl6
采用与四氯化钨制法中相同的装置,若改变反应条件,则五氯化钨的产量要比四氯化钨高。即对于4~7g原料六氯化钨,可用25mL的四氯乙烯。抽成真空,并用100W的灯泡照射,在100℃油浴中进行反应24小时。最初生成的红褐色溶液变为蓝绿色,反应结束时,则生成细小的暗色粉末。
操作步骤与制备四氯化钨的情况完全相同,但因产物的吸湿性极强,故不能和空气接触,应充分进行干燥后保存。精制时,可将产物放入硬质玻璃管中,使之处于真空或氮气、二氧化碳的气流里,玻璃管置于电炉中并形成180℃至25℃的温度梯度,则在钨的氯化物中,最易升华的五氯化钨将首先析出,四氯化钨则变成黑色而最终存留下来。在惰性气体中取出目的产物并隔绝空气保存。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
