硬质合金性能与成分、结构的关系
- 详细资料
- 分类:钨业知识
- 发布于 2013年6月08日 星期六 18:20
- 作者:Yuri
- 点击数:3518


硬质合金的性能受硬质相和粘结相成分与结构的影响。一般而言,硬质相含量较高且晶粒较细时,合金的硬度高,耐磨性好,抗冲击性较差。合金中缺碳时,出现脱碳相,合金性能变脆,碳化钛或碳化钽含量较高时,合金的红硬性提高,抗月牙洼磨损能力增强,但抗冲击性能降低。
粘结相的成分与结构也对硬质合金的性能产生重要影响。在硬质合金生产中,Co是一种良好的粘结金属,与Ni、Fe比较,Co与硬质相的润湿性好,所粘结的硬质合金性能通常比Ni、Fe粘结的高。由于Ni的磁性低,耐腐蚀性好,使WC-Ni作为无磁合金或耐腐蚀合金,在性能上优于WC-Co合金。
碳与铁生成稳定的Fe3C,它妨碍硬质合金的粘结与烧结,且铁易与碳化物形成脆性的三元化合物,使合金的脆性增加,铁粘结的硬质合金硬度虽然不低,但强度与钴粘结的合金差距较大。
为强化粘结相,改善硬质合金的性能,人们研究出不同成分与结构的新粘结相。如利用W和C使Co合金化,制成具有共晶成分的钴合金,其理论共熔温度为1280℃,熔点低,有利于烧结坯在低温下完成致密化。
通过调整粘结相的成分改善硬质合金的红硬性和抗蠕变能力,取得了良好效果。如采用Co-Ni-Cr-Mo-Al高温合金替代传统的Co粘结相,所粘结的硬质合金刀刃比Co粘结的具有更长的使用寿命,抗切削变形性能更好。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨图片网站:http://image.chinatungsten.com
钨视频网站:http://v.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
涂层硬质合金的优点
- 详细资料
- 分类:钨业知识
- 发布于 2013年6月08日 星期六 18:02
- 作者:Yuri
- 点击数:4373
在硬质合金表面通过物理、化学、等离子体气相沉积等方法涂覆单层或多层碳化物、氮化物、氧化物等难容硬质合金化合物,可大幅度提高硬质合金工具的性能和使用寿命。涂层硬质合金具有很高的室温和高温硬度、良好的抗氧化性、抗月牙洼磨损性能、较小的摩擦系数、被加工件表面粗糙度低、工具使用寿命长等一系列优点。因此,这类合金发展极其迅速,合金品种、产量不断增加,应用范围不断扩大。
涂层硬质合金具有下述优点:
涂层的硬度高(TiC-2800HV30, TiN-2100HV30),耐磨性好,能减少刀具前刀面上的月牙洼磨损和后刀面磨损,提高刀具耐用度。
涂层刀片比非涂层刀片的切削速度提高25%-30%,在相同切削速度下,刀片寿命可延长1-3倍。
可减少黏刀现象,不易生成积屑瘤。
刀片与工件之间的摩擦系数小,可降低切削力10%-15%。
同一涂层刀片可同时用于精车和半精车,能代替两种不同牌号的非涂层刀片。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨图片网站:http://image.chinatungsten.com
钨视频网站:http://v.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
粉末钨合金子弹
- 详细资料
- 分类:钨业知识
- 发布于 2013年6月08日 星期六 10:47
- 点击数:3417
因为环境的要求,美国政府选择粉末钨合金复合材料,如钨-锡和钨-聚合物复合材料取代铅,用于军事打靶的小型武装弹药等目的。
粉末钨合金子弹的弹芯用机械压制,再装入铜制的金属套中,最后旋锻成最终形状。压制的全过程给于弹芯足够的强度,无需烧结,而粉末钨合金子弹的所有生产步骤与生产铅制弹药几乎一致。
据称,粉末钨合金子弹与铅子弹大同小异,粉末钨合金子弹比铅子弹更容易炸裂。所有的研究表明,钨还可以回收,有利于环境。2005年后美国陆军每年使用钨弹芯150万磅。
据美国有关学者唐纳德﹒华特报道,钨聚合物复合材料和钨-锡弹芯还可作为警察和民间用小型武装弹药。粉末钨合金复合材料弹芯可以满足11.3g/cm3密度的要求。粉末钨合金子弹的发射性能和铅子弹的一样好,且用粉末钨合金子弹的寿命周期更有优越性。同时考虑把钨作为铅的一种替代品用于辐射屏蔽,比如X-光管套、同位素和中子的屏蔽,还可以作为渔锤等。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨图片网站:http://image.chinatungsten.com
钨视频网站:http://v.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨极氩弧焊
- 详细资料
- 分类:钨业知识
- 发布于 2013年6月08日 星期六 14:11
- 点击数:4147
钨极氩弧焊时常被称为TIG焊,是一种在非消耗性电极和工作物之间产生热量的电弧焊接方式;电极棒、溶池、电弧和工作物临近受热区域都是由气体状态的保护隔绝大气混入,此保护是由气体或混合气体流供应,通常是惰性气体,必须是能提供全保护,因为甚至很微量的空气混入也会污染焊道。
钨极氩弧焊是用钨棒作为电极加上氩气进行保护的焊接方法,焊接时氩气从焊枪的喷嘴中连续喷出,在电弧周围形成保护层隔绝空气,以防止其对钨极、熔池及邻近热影响区的,从而获得优质的焊缝。焊接过程中根据工件的具体要求可以加或者不加填充焊丝。
这种焊接方法由于电弧是在氩气中进行燃烧,因此具有以下优缺点:
1) 氩气具有极好的保护作用,能有效的隔绝周围空气;它本身既不与金属起化学反应,也不溶于金属,使得焊接过程中的冶金反应简单易控制,因此获得较高质量的焊缝提供良好条件。
2)钨极电弧非常稳定,即使在很小电流情况下(<10A)仍可稳定燃烧,特别适用于薄板材料焊接。
3)热源和填充焊丝可分别控制,因而热输入容易调整所以这种焊接方法可进行全方位焊接,也是实现单面焊双面成型的理想方法。
4)由于填充焊丝不通过电流,故不产生飞溅,焊缝成型美观。
5)交流氩弧焊在焊接过程中能够自动清除焊件表面的氧化膜作用,因此,可成功地焊接一些化学活泼性强的有色金属,如铝、镁及合金。
6)钨极承载电流能力较差,过大的电流会引起钨极的熔化和蒸发,其微粒有可能进入熔池而引起夹钨。因此,熔敷速度小、熔深浅、生产率低。
7)采用氩气较贵,熔敷率低,且氩弧焊机有较复杂,和其他焊接方法(如焊条电弧焊、埋弧焊、CO2­气体保护焊)比较,生产成本较高。
8)氩弧周围受气流影响较大,不易室外工作。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨图片网站:http://image.chinatungsten.com
钨视频网站:http://v.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
穿甲弹用钨心机械性能
- 详细资料
- 分类:钨业知识
- 发布于 2013年6月08日 星期六 10:30
- 点击数:4876
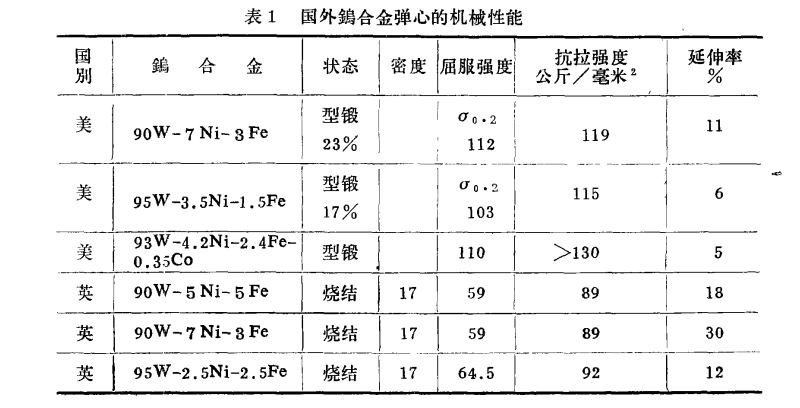
穿甲弹用钨合金心的研制是从上世纪五十年代开始的,上世纪七十年代开始,英国、美国、西德等国用液相烧结高比重钨合金(W-Ni-Fe和W-Ni-Cu)做大口经脱壳穿甲弹芯及枪榴弹(穿甲弹)弹头,从而大大提高了弹心的韧性,增加了穿甲威力。国外穿甲弹用钨钨合金心如下表所示。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨图片网站:http://image.chinatungsten.com
钨视频网站:http://v.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
