硬質合金銑刀圓周銑削方式 (3)


- 詳細內容
- 分類:鎢的知識
- 發佈於:2015-06-29, 週一 16:02
- 作者 lucy
- 點擊數:527
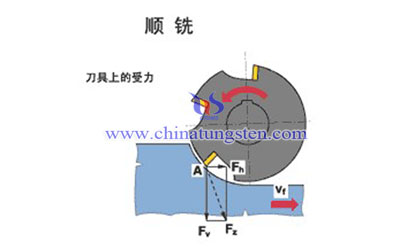
順銑
在 使用硬質合金銑刀進行順銑時,通過觀察檢測可見銑刀的切削厚度由厚變薄,沒有產生滑行現象且軌跡線相對更短而陡。由於此時硬質合金銑刀的銑削力較小,摩擦 擠壓較輕,使得加工件的加工表面粗糙度值隨之減小,銑刀的相應磨損程度也降低。不同於逆銑時,順銑的切削力垂直分力方向向下,可有效的對工件產生一個向下 的固定壓力,避免銑削時發生振動。
但在順銑時,由於硬質合金銑刀的切削力水準分力與進給方向相同與進給力方向相同,銑床工作臺的進給機構中的絲杠和絲母工作表面易發生脫開引起加工中水準方向的竄動。
總的來說,在實際應用中對於硬質合金銑刀的圓周銑削方式,順銑比逆銑具有更多優點,但是也需注意順銑時需根據實際情況給機床配備消除間隙的機構。
硬質合金生產商、供應商:廈門中鎢線上科技有限公司
產品詳情查閱:http://tungsten-carbide.com.cn/Chinese
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢鉬文庫:http://i.chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鉬新聞、鉬價格:http://news.molybdenum.com.cn
關注微信公眾號“中鎢線上”,瞭解每日最新鎢鉬價格

 sales@chinatungsten.com
sales@chinatungsten.com