鎢合金車用配重
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-03-07, 週四 17:21
- 作者 zwc
- 點擊數:1757


鎢合金可被用於以下範圍:普通汽車、摩托車用、引擎、車輪配重。由於鎢合金材料比重大,體積小,已被廣泛應用於有此要求的車用配重。
高比重:將鎢合金配重加入車內,可以保持賽車在運行中的高表現,提供車的可控制度。
高抗拉強度和硬度:由於鎢合金的高抗拉強度和硬度,所以它可以用於有限空間,如賽車內。
易加工:由於鎢合金易加工,這給設計者一個較大的空間進行設計。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金航太用配重
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-03-07, 週四 17:15
- 作者 zwc
- 點擊數:1621
鎢合金應用於航空航太工業,往往需要將配重放在有限的空間中。隨著可能尺寸的大幅度減小,從而也導致更多的重量分佈的控制。鎢合金配重可以增加控制機制的靈敏度和保持飛機運行控制在可接受的範圍內。
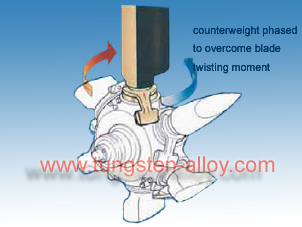
鎢合金平衡配重在飛機發動機和螺旋槳推進系統的動態元件中發生振動是極不可取的。通過外部旋轉部件品質不平衡引起的振動,可以使用大量平衡配重來減少或消除振動。此外,配重被裝進許多螺旋槳設計的高控制系統,作為故障保護機制。在飛行中,螺旋槳通過液壓來保持正確的角度。飛行操縱面,如電梯,方向舵和副翼,往往用配重來優化性能。鎢合金為設計人員提供了高於傳統平衡材料諸如鉛或鋼等幾個優點。該合金的高密度可以使用更小的元件,從而降低了整體系統的重量。不同於鉛,可在常溫下表現出蠕變,這些合金是穩定的,因此可用於 強調機械運作的部分,而無需額外的製造和裝箱。
鎢合金轉子葉片
| 其他鎢合金在航空航太應用 ,包括大量配重用于衛星和直升機旋翼葉片和導彈和航空陀螺控制。與防震動功能不同,這些材料也被用來在駕駛艙,增加所需的振動預警控制。同樣,飛行電傳操縱系統將小批量鎢合金引進了飛行控制操縱杆,以增加慣性 ,從而重新找到在傳統的控制下,將電梯和副翼聯繫起來的的“感覺”, |
 |
鎢合金除了可用於配重,也可用於飛機製造和維修業務。為了減小的鉚釘槍引起的振動,bucking bar(“鉚接拖卡”或“手砧”)用來吸收外力。振動可能損害使用者的神經,肌肉和骨骼 ,造成腕隧道症候群(白手指)。許多航空公司現在 使用鎢合金鉚釘頂棒來減少振動帶來的影響。
當今航空航太工業的主要需求之一就是 加速增長的長途客運貨運運輸的同時減少耗油以及污染。由高性能鎢合金製成的產品以及元件對於未來民用大型飛機,超聲波飛機以及高性能飛機是至關重要的。耐高溫材料在促進推進系統,如飛機和火箭推進器渦輪機,以及高超音速飛機的熱外層結構 上會有所突破。
高端材料可減少耗油:增加天然氣的燃氣渦輪進口溫度大大有助於增加航太能源效率。材料必須滿足諸如熱氣體耐腐蝕,低膨脹,高抗蠕變性和優越的抗疲勞性能等高要求。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金直升機配重
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-03-07, 週四 17:03
- 作者 zwc
- 點擊數:1630
鎢合金配重可用于許多要求高慣性力和高重量,並在有限的空間條件下的工程。由較好的鎢基粉末做的產品經過燒結可用作旋轉慣性配重,防振材料以及汽車,航空以及體育器材用配重。
鎢合金旋轉慣性配重的優勢:高比重:18.6g/cm3min.高彈性模量,非常良好的機械性能,良好的加工性,對環境,健康無害
鎢合金被用於多種直升機中,可用作機翼的機身,垂直(舵)和橫向(電梯)穩定器,直升機旋翼,螺旋槳,航空航太儀器中的配重。


鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金船用配重
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-03-07, 週四 17:08
- 作者 zwc
- 點擊數:1717
什麼是鎢合金船用配重?
鎢合金配重是為帆船提供抵禦在航行中的側向力。重量不夠,船容易翻船,特別是在大風中。當航行的船隻運載的貨物,到了特定的港口後,貨物就會被卸下。為了保持船隻的豎直,就有必要裝東西來做配重。
據我們所知,在大型現代船隻中,龍骨常常是用高比重材料製成或是裝有此類材料,如鉛。但是鉛易產生污染,所以由於鎢材料的高比重以及無毒,它已越來越被用於輪船配重.將此配重放置得越低(通常是在龍骨的底部)就越能保持船的平衡。傳統上是用沙子或石頭。
鎢合金配重的幾大特點:
-高達18.5g/cm3的密度
-密度比鉛高65%
-密度比鐵高130%
-力學性能高,可適應動態或靜態安裝
-弱鐵磁性
-如特別強調,可以無磁
-鉛的替代品
-無毒
-抗腐蝕
-易加工
-可和其他材料配合使用
由於鎢合金的特性,它常被用做遊艇,帆船,潛艇等的配重。
|
名稱:鎢合金磚塊 |
|
|
尺寸: 200mm×100mm×50mm |
|
|
配比: 95%WNiFe |
|
|
密度: 18+/-0.15g/cm3 |
|
|
|
|
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢合金飛機配重
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-03-07, 週四 17:00
- 作者 zwc
- 點擊數:1795


設計者在設計航空航太和國防工業時需要高密度,良好的機械強度,易加工的材料,鎢合金則是最好的選擇。
鎢合金產品的高密度大大減小了元件的物理尺寸。這樣可以更容易控制重量分配,增加控制機制的靈敏度。當大量材料需要被放置在一個狹小的空間裏,鎢合金成為最理想的材料。
鎢合金飛機配重的應用
飛行控制系統:鎢合金配重通常用於優化飛行控制性能,如方向舵,升降舵和副翼,比其他傳統材料如鋼或鉛都有較大優勢。
轉子葉片:直升機旋翼槳葉要求最佳的平衡。鎢合金可以裝在單個葉片在製造過程中出現不平衡的位置,如在直升機平衡器中。
螺旋槳:鎢合金配重可以裝入故障安全裝置,以避免超速問題。
慣性系統:鎢合金可裝入控制旋轉的陀螺飛輪來儲存動能。
鎢合金用於這種陀螺儀中主要有兩個用途:
(1)要調整三角形的重心。
(2)要調整鐳射振盪頻率橫樑。
鉚釘頂棒:合金做的鉚釘頂棒s,擁有高比重,是用於減震的理想材料.很多航空公司現在看到鎢合金產品的巨大優勢,而從鐵材料轉而用鎢合金。
調整重量:在裝配的最後階段,為了調整飛機的最終重量需要用到配重塊。
在有限的空間中,鎢合金自然成為最好的選擇,因為它較大的品質/大小比例。但是,它也有利於減小調整重量的餘額,因為高密度材料可放置在離支點更遠的位置,同時也達到要求的效果。
工作原型:鎢合金經常被用作原型工作的配重來類比儀器,乘客重量等,或用在飛行試驗或模型風洞測試中。
衛星
鎢合金材料常常被用於保持平衡,這對確保重心精確定位起著重要作用,在太空飛行的進程中以確保進入正確的軌道上。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件: sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com

 sales@chinatungsten.com
sales@chinatungsten.com