钨合金配重的定义和运用
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月18日 星期五 15:57
- 点击数:6715
配重是用于增加自身重量来保持平衡的重物,以清洁金属为原料生产的高比重钨合金配重块是无公害、符合国际环保标准的。它比重大,体积小,故抗强风,入水轻,下沉快,是铅坠最佳替代产品,钨合金配重块还广泛运用于:机械用的平衡锤、飞锤;石油等钻探行业使用的加重杆;钟表摆锤;防震刀杆、平衡配重球等手机、游戏机等使用的振子;航海、帆船等的压舱配重块、配重部件等;航空航天中使用的陀螺仪、飞机配重件等等。

钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢切削刀具丝锥引导槽的形式
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 18:02
- 点击数:6164
钨钢切削刀具丝锥引导槽的形式
| 型式编号 | 图纸 | 倒角引导角螺纹* |
结构 |
最合适的刃 | 用于加工 |
| A |
 |
6,0到8 | 5° | 直刃 | 浅孔 |
| B |
 |
3,5到5 | 8° | 直刃,带螺纹入口 | 易形成中到长铁屑材料中的通孔 |
| C |
 |
2,0到3 | 15° | 直或螺旋刃 | 短铁屑材料中的盲孔和通孔 |
| D |
 |
3,5到5 | 8° | 带铁屑间隙的盲孔或长导程通孔 | |
| E* |
 |
1,5到2 | 23° | 导程非常短的盲孔 |
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢立铣刀切削条件计算公式
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:58
- 点击数:5430
钨钢立铣刀切削条件计算公式
| 立铣刀切削条件计算公式 | |||
| 描述 | 表示符号 | 单位 | 计算公式 |
| 切削速度(周速) | V | (m/min) | V=(π×D×N)/1000 |
| 回转速 | N | (r.p.m) | N=(V×1000)/(π×D) |
| 进给速度 | F | (mm/min) | F=N×Z×Sz |
| 每一刀的进刀量 | Sz | (mm/刃) | f=F/(N×Z) |
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢切削刀具带扁尾的莫氏工具圆锥的尺寸和极限偏差
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:55
- 点击数:6183
| 带扁尾的莫氏工具圆锥的尺寸和极限偏差 |
 |

钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢切削刀具常用公差带极限偏差
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:54
- 点击数:4793
钨钢切削刀具常用公差带极限偏差(微米)
| 尺寸Фmm | ﹤3 | 3~6 | 6~10 | 10~18 | 18~30 | 30~50 |
| 公差带 | ||||||
| d8 | -20 | -30 | -40 | -50 | -65 | -80 |
| -34 | -48 | -62 | -77 | -98 | -119 | |
| e8 | -14 | -20 | -25 | -32 | -40 | -50 |
| -28 | -38 | -47 | -59 | -73 | -89 | |
| h5 | 0 | 0 | 0 | 0 | 0 | 0 |
| -4 | -5 | -6 | -8 | -9 | -11 | |
| h6 | 0 | 0 | 0 | 0 | 0 | 0 |
| -6 | -8 | -9 | -11 | -13 | -16 | |
| h7 | 0 | 0 | 0 | 0 | 0 | 0 |
| -10 | -12 | -15 | -18 | -21 | -25 | |
|
h8 |
0 | 0 | 0 | 0 | 0 | 0 |
| -14 | -18 | -22 | -27 | -33 | -39 | |
|
h10 |
0 | 0 | 0 | 0 | 0 | 0 |
| -40 | -48 | -58 | -70 | -84 | -100 | |
|
h12 |
0 | 0 | 0 | 0 | 0 | 0 |
| -100 | -120 | -150 | -180 | -210 | -250 | |
| js11 | ±30 | ±37 | ±45 | ±55 | ±65 | ±80 |
| js14 | ±125 | ±150 | ±180 | ±215 | ±260 | ±310 |
| js16 | ±300 | ±375 | ±450 | ±550 | ±650 | ±800 |
|
H5 |
+4 | +5 | +6 | +8 | +9 | +11 |
| 0 | 0 | 0 | 0 | 0 | 0 | |
|
H6 |
+6 | +8 | +9 | +11 | +13 | +16 |
| 0 | 0 | 0 | 0 | 0 | 0 | |
|
H7 |
+10 | +12 | +15 | +18 | +21 | +25 |
| 0 | 0 | 0 | 0 | 0 | 0 | |
|
H8 |
+14 | +18 | +22 | +27 | +33 | +39 |
| 0 | 0 | 0 | 0 | 0 | 0 | |
|
H9 |
+25 | +30 | +36 | +43 | +52 | +62 |
| 0 | 0 | 0 | 0 | 0 | 0 | |
|
H10 |
+40 | +48 | +58 | +70 | +84 | +100 |
| 0 | 0 | 0 | 0 | 0 | 0 | |
|
H12 |
+100 | +120 | +150 | +180 | +210 | +250 |
| 0 | 0 | 0 | 0 | 0 | 0 |
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢切削加工计算公式
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:52
- 点击数:5753
切削加工常用计算公式
| 公制 | |||
| 描述 | 表示符号 | 单位 | 计算公式 |
| 切削速度 | Vc | (m/min) | Vc=(π×d×n)/1000 |
| 转速 | n | (rev/min) | n=(Vc×1000)/(π×d) |
| 进给速度 | Vf | (mm/min) | Vf=fz×Z×n |
| 每转进给量 | f | (mm/rev) | f=fz×Z |
| 每齿进给量 | fz | (mm) |
fz=Vf/(Z×n) |
| 英制 | |||
| 描述 | 表示符号 | 单位 | 计算公式 |
| 切削速度 | Vc | (inch/min) | Vc=(π×d×n)/12 |
| 转速 | n | (rev/min) | n=(Vc×12)/(π×d) |
| 进给速度 | Vf | (mm/min) | Vf=fz×Z×n |
| 每转进给量 | f | (inch/rev) | f=fz×Z |
| 每齿进给量 | fz | (inch) | fz=Vf/(Z×n) |
| 铣刀的有效直径 |
 |
|
 |
 |
|
| 有效的切削速度 |
 |
|
| 平均切削速度 |
 |
|
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨材电解法再生技术
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:48
- 点击数:4571
钨材只是参杂了微量其他元素的高钨产品,其残废料一般用于其他钨合金的生产中,如直接作为生产钨铁的原料。电解法再生技术是一种在碱性电解质中电解直接回收钨的工艺方法。
电解法回收钨材工艺流程为:钨材废料→洗涤→电解,电解用电解质为NaOH和NH4OH,以下工序分别是:加NaOH溶液电解→过滤→钨酸钠溶液→加HCI溶液沉淀→洗涤干燥→钨酸粉末;加NH4OH溶液电解→过滤→钨酸铵溶液→蒸发结晶→洗涤→APT晶体。
用NaOH和NH4OH作为电解质经过滤分离和蒸发结晶后,分别得到钨酸粉末和APT晶体,它们可以直接用于生产钨粉。
这种再生利用钨材的方法本身就有提纯的作用,工艺简单,不污染环境,适用于处理规模较小的场合。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨合金废料回收方法
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:45
- 点击数:4400
钨是一种稀有金属 ,也是战略物资 ,钨合金应用于航空、航天、兵器工业、核工业以及信息产业、汽车工业、建筑业、钢铁工业中[1~ 3] 。钨合金具有高的强度、硬度、耐高温性、耐磨性和良好的电性能 ,广泛用作切削工具、耐磨件、穿甲弹芯、炮弹弹头、难熔金属和电工。钨的运用很广,但是每年产生的废料也是不计其数。钨合金是硬质合金的一种,主要是由难熔金属化合物和粘结金属组成的金属材料,其废料数量大、价格便宜,再加上回收方法不断进步,回收工艺比较成熟,所以,各国均很重视钨合金的再利用。
工艺简介
1高温处理法:
高温处理法回收钨合金是一种传统的方法,而且,在钨合金生产实践中早已得到应用。这种方法是把含有钨合金的矿物质经过高温处理,然后进行净化的方法。
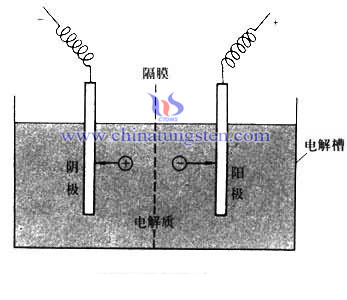
2电化学回收法
电化学回收法是利用电解原理,把钨合金作为阳极,用比钨活泼的金属作为阴极。放在电解槽里电解。因为两种物质的电极点位不同,通过控制电解工艺参数,以阳极泥的形式沉淀出来。
3浸出法
浸出法是利用浸出剂对钨合金的各组分进行有选择性溶解,使粘结金属溶入浸出液,进行单独回收,碳化钨不受侵蚀,沉淀洗涤破碎后可直接利用。
4氧化还原法
氧化--还原法再生钨合金工艺,是在高温下将合金氧化,氧化物球磨后用氢气还原,得到W、Fe、Ni的混合物,然后直接用于钨合金的生产。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢切削刀具切削参数
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:43
- 点击数:4996
钨钢切削刀具的组成部分:刀面、刀头--切削部分刀刃、刀尖--主、副切削刃汇交的一小段切削刃称为刀尖、刀杆--用于装夹。
钨钢切削刀具的几何参数包括前角γ,偏角φ、φ_1、后角α,以及主刀刃斜角λ。它的合理与否,直接影响产品的准确度与表面光洁度、刀具耐用度与劳动生产率、以及刀具-零件-机床系统的耐振性。因此最有利的几何参数的选择,是切削加工中的重要问题之一。后角的大小,影响后面与工件之间的摩擦力。摩擦力愈大,则刀具的磨损愈快。刀具后面磨损后,后角为零;因此摩擦力与切削温度升高得更快,刀具的损坏也更加剧烈。所以从磨损的观点来看,应当选择较大的后角。
选择进给和切削速度
在粗车工序中机床功率及刚性和铁屑形成的能力经常是制约因素。最经济的选择切削参数,也就是最大金属去除率的获得是高进给与低切削速度的结合。它受到一些需要考虑的因素的制约。如机床的有效功率有时太低,这就需要减少切削速度以得到合适的功率。
在选择精加工工序的进给时,表面质量、公差和断屑要求应当考虑进去。表面质量由进给率、刀尖半径、工件稳定性、夹紧和机床的整体状况所共同决定。断屑由选择的刀片槽形所决定。对于将会影响进给选择的精加工工序来讲,修光刃槽形无疑是非常明智的选择。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢切削刀具技术信息
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月17日 星期四 17:40
- 点击数:3941
机械制造、特别是现代制造业的主要加工方法是切削加工。切削加工系统中包含着硬件与软件两类要素。硬件系统中有机床、夹具、刀具、附具、切削液;软件系统中有运动控制系统、检测控制系统、环境控制系统。硬件中钨钢切削刀具最小,投入比机床要少得多。但刀具最为活跃,灵活多样,对加工质量、效率、成本影响最为显著。
|
钨钢切削刀具 |
|
|
|
善于改革钨钢切削刀具的企业家,往往能取得事半功倍的效果。因为变革刀具与变更机床、夹具相比,其投入小、效果大、周期短、见效快。古人早有名言:“工欲善其事,必先利其器”。1965年全国工具展览会上第一机械工业部沈鸿副部长在宴会上讲:“筷子虽小,作用颇大”,比喻钨钢切削刀具为酒宴上的筷子,要求各级领导重视刀具。上海的老工人将刀具比喻为小卒子,也有一句名言:“小卒子过河威力大”。这里强调了小卒子要过河才能胜过车、马、炮。其意要善于改革使用刀具,使小卒子过河。 |
钨钢切削刀具是机床实现切削加工的直接执行者,没有刀具,机床就无法工作。不重视刀具,造成生产重大损失的例子有很多。引进了全套加工设备,但刀具没有相应配套,或刃磨刀具的设备不全,致使生产线不能投产。再订货,不是交货期太长,就是价格要贵出许多。有的生产线由于刀具技术不过关,致使整个生产线无法工作。
重视钨钢切削刀具,首先体现在刀具的选型,要选择与加工材料匹配的新型刀具材料。有足够的精度、先进的结构。计算刀具的投入,要以加工零件的单件费用作为比较条件。其次是要优化加工程序,以充分发挥钨钢切削刀具的内在潜力,达到优质、高产、高寿命。
重视钨钢切削刀具,最终还体现在刀具专业的人才上,要继续教育,培养既懂钨钢切削刀具选型,又熟悉钨钢切削刀具应用软件的现场工程师。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com






