硬质合金刀具合理磨削方法
- 详细资料
- 分类:钨业知识
- 发布于 2015年5月27日 星期三 15:21
- 作者:limei
- 点击数:1848


硬质合金刀具虽有硬质合金的高强度、高密度、高熔点等优点,但同时也继承了硬质合金的、脆抗冲击能力差等缺点,在硬质合金刀具的刃磨过程中容易产生裂纹,使硬质合金刀具的使用寿命降低。因此,掌握硬质合金刀具合理磨削方法具有重要的意义。
硬质合金刀具合理磨削方法主要有三个方面。首先,砂轮的硬度要适中,若砂轮的硬度高,硬质合金刀具的磨粒不容易脱落,没有锋利的磨粒参加磨削,影响硬质合金刀具的刃磨效率。所以硬质合金刀具在刃磨时,选用中等硬度的砂轮;
硬质合金刀具合理磨削方法的另一方面体现在硬质合金刀具应该首先在粗砂轮上粗磨,然后再在细砂轮上精磨。为了提高刃磨的效率和刀具的表面粗糙度,在砂轮粒的选择为粗磨磨粒的粒度为40#-60#;精磨磨粒的粒度为80-100#。
除此之外,磨刀时,吃刀量应适当,以减小硬质合金刀具刃磨的冲击力。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金刀具冲击裂纹
- 详细资料
- 分类:钨业知识
- 发布于 2015年5月27日 星期三 15:20
- 作者:limei
- 点击数:1552
硬质合金刀具冲击裂纹是由于磨削砂轮的震动或不稳定,对硬质合金刀具产生冲击,使刀面产生震裂或出现细微的碎裂崩刃。因此,硬质合金刀具冲击裂纹产生的原因主要是因为震动。硬质合金刀具冲击裂纹的避免措施主要有以下两点。
1.首先检查砂轮是否平衡,砂轮两侧的法兰盘是否直径相同 ,紧固螺钉是否均布,夹紧力是否相同,发现问题及时调整。如果还不能消除振动,这时要在砂轮机上查找其它原因,可能是砂轮机轴承损坏,或者砂轮机轴弯曲变形。另外还需查看附近是否是外来振源引起的共振,如是,可在砂轮机内腔里加入适量木锯屑或砂土,加以稳定平衡。
2.及时修整砂轮。在硬质合金刀具的刃磨过程中,由于砂轮与硬质合金刀具相互作用,导致硬质合金刀具的磨粒损耗和破碎脱落以致廊形磨损,砂轮就会失真和变钝,切削作用减弱,就会出现振动。这时就需要对砂轮进行修整。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金中心钻中心孔加工
- 详细资料
- 分类:钨业知识
- 发布于 2015年5月27日 星期三 14:21
- 作者:lucy
- 点击数:1769
硬质合金中心钻的主用于孔加工前的精确定位起到对麻花钻孔加工的引导作用,以及轴类零件端面的中心孔加工。它的材料为硬质合金,它具有良好的耐磨性,切削轻快以及排屑好等一系列优点。
中心孔是轴类工件的安装定位基面,处于轴类工件的顶尖位置。一般地,标准的中心钻峰角为118度。使用硬质合金中心钻加工中心孔前,应先车平轴断面,这样方能防止中心钻在使用时发生折断。
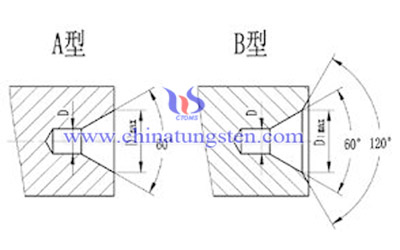
硬质合金中心钻较为常见的中心孔加工类型可分为:
A型中心孔,其锥孔为60度,可用于车床或者专用机床加工。
B型中心孔:锥孔外端为120度,起到保护作用的锥面可以保护锥孔外圆不受损坏。
硬质合金生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-carbide.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金中心钻
- 详细资料
- 分类:钨业知识
- 发布于 2015年5月27日 星期三 14:27
- 作者:lucy
- 点击数:1612
硬质合金中心钻的主用于孔加工前的精确定位起到对麻花钻孔加工的引导作用,以及轴类零件端面的中心孔加工。它的材料为硬质合金,它具有良好的耐磨性,切削轻快以及排屑好等一系列优点。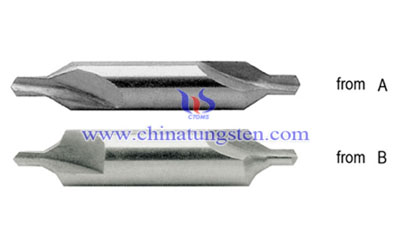
硬质合金中心钻的两种型式包括:不带护锥的中心钻(A型)适用于直径为2-10mm的中心孔加工。带护锥的中心钻(B型)适用于精度要求高,工序繁复的被加工件加工中使用。此种类型的中心孔加工钻可以维护60度定心锥不受损坏。
在使用硬质合金中心钻时,其型号选择应该以被加工件的孔型和直孔尺寸为参考依据。特别的,使用硬质合金中心钻的被加工件最佳硬度范围为170-200HB。
硬质合金生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-carbide.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
硬质合金中心钻使用注意事项
- 详细资料
- 分类:钨业知识
- 发布于 2015年5月27日 星期三 14:18
- 作者:lucy
- 点击数:1560
硬质合金中心钻具有良好的耐磨性,切削轻快以及排屑好等一系列优点。为了达到更好的钻孔性能以及使用时效,在使用硬质合金中心钻时应该注意以下几点:
对于合理选择中心钻的型主要选择依据为加工件的孔型和直孔尺寸的考量。其次应注意的是被加工件最佳硬度范围在170-200HB。硬质合金中心钻在使用前应该洗净并且涂抹防锈油脂。被加工件表面要求平 直,无砂眼或硬质点。在使用硬质合金中心钻加工前确认所需中心孔位置精度,并根据不同作用对象进行切削液选择的合理选择。若加工时发现有异常现象应及时停止查明原因,同时还应该注意切削用量和刃口的磨损情况观察,如果发现有磨 损现象应在再次使用前及时修复。使用后硬质合金中心钻需洗净涂抹油脂并妥善保管。
硬质合金生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-carbide.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
