钨钢拉刀的种类与用途
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月15日 星期二 17:34
- 作者:zwc
- 点击数:6365


钨钢拉刀的种类可按被加工表面部位、拉刀结构和使用方法不同来区分。
一、钨钢拉刀的种类按被加工表面部位不同区分
按被加工表面部位不同可分为内拉刀和外拉刀。较常见的内拉刀和外拉刀有:圆拉刀、花键拉刀、四方拉刀、键槽拉刀和外平面拉刀。
|
常见钨钢拉刀 |
|
|
|
|
|
常见的内拉刀和外拉刀有:圆拉刀、花键拉刀、四方拉刀、键槽拉刀和外平面拉刀。 |
|

二、钨钢拉刀的种类按拉刀结构不同区分
钨钢拉刀按拉刀结构不同分为整体式拉刀、焊接式拉刀、装配式拉刀和镶齿式拉刀。加工中、小尺寸表面的钨钢拉刀用整体高速钢制成;加工大尺寸、复杂形状表面的钨钢拉刀制成组装式结构。
三、钨钢拉刀的种类按使用方法不同区分
钨钢拉刀按使用方法不同可分为拉刀、推刀和旋转拉刀。
推刀是在推力作用下工作的。推刀主要用于校正硬度<HRC45、变形量<0.1mm的已加工孔。推刀的结构与拉刀相似,但它的齿数少,长度短,前、后柄部较为简单。旋转拉刀是在转矩作用下,通过旋转运动而切削工件的。
|
圆推刀和花键推刀 |
|
|
|
推刀的结构与拉刀相似,但它的齿数少,长度短,前、后柄部较为简单 |

钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢拉刀
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月15日 星期二 17:32
- 作者:zwc
- 点击数:7048
钨钢拉刀是高效的多齿刀具。拉削时,利用钨钢拉刀上刀齿尺寸的变化来切除加工余量,拉削公差等级为:IT7~IT9,表面粗糙度值为:0.5~3.2μm。钨钢拉刀切削的主要特点:能加工贯通的内外表面,拉削精度高、生产率高,钨钢拉刀寿命长。由于钨钢拉刀制造较复杂,故主要用于大量、成批零件的加工,例如拉削汽车发动机体壳、柴油机连杆及各种机器上的齿轮花键孔等等。
钨钢拉刀是一种多齿刀具,拉削时由于后一个刀齿高出前一个刀齿,从而能够一层层地从工件上切去金属,以获得所要求的工作表面。下图为拉削加工的典型工件截面形状。
|
拉削截面形状 |
|
|
|
拉削加工的典型工件截面形状 |

产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢扩孔钻、锪钻
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月15日 星期二 17:27
- 作者:zwc
- 点击数:6646
钨钢扩孔钻
钨钢扩孔钻在钻孔后使用,修正钻孔中心线位置和降低表面粗的程度值,提高孔质量的刀具。扩孔钻用于孔的最终加工或铰孔、磨孔前的预加工。扩孔钻与麻花钻相似,但扩孔钻齿数较多,一般有3~4齿,因而扩孔钻导向性好。扩孔余量较小,所以扩孔钻无横刃,改善了切削条件。且容屑槽较浅,钻心较厚,故扩孔钻的强度和刚度较高,可选择较大切削用量。国家标准规定,高速钢扩孔Ф7.8-50mm做成锥柄,Ф25-100mm做成套式。目前,许多工厂已使用钨钢扩孔钻和可转位扩孔钻。
|
钨钢扩孔钻 |
|
|
|
钨钢扩孔钻的组成 |

1.钨钢扩孔钻公差等级:IT9~IT10。扩孔钻表面粗糙度:6.3~3.2。
2.钨钢扩孔钻特点:导向性好;扩孔余量小;无横刃;改善了切削条件;屑槽较浅;钻心较厚;强度和刚度较高;可选择较大切削用量;加工质量和生产率均比麻花钻高。
钨钢锪钻
钨钢锪钻用于加工各种埋头螺钉沉孔、锥孔和凸台面等。
|
钨钢锪钻 |
|
|
|
各种钨钢锪钻 |

产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
钨钢铰刀
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月15日 星期二 17:29
- 作者:zwc
- 点击数:5873
钨钢铰刀用于中小直径孔的半精加工和精加工。铰刀的加工余量小,齿数多,刚性和导向性好,铰孔的加工精度可达IT7~IT6级,甚至IT5级,表面粗糙度可达Ra1.6~0.4μm,所以得到广泛使用。
钨钢铰刀的结构
钨钢铰刀由工作部分、颈部和柄部组成。工作部分有切削部分和校准部分,校准部分有圆柱部分和倒锥部分。钨钢铰刀的主要结构参数有直径d、齿数z、主偏角Kr背前角γp、后角α。和槽形角θ。
|
钨钢铰刀的结构 |
|
|
|
钨钢铰刀由工作部分、颈部和柄部组成。 |

钨钢铰刀种类很多,按使用方式可分为手用铰刀和机用铰刀。
|
钨钢铰刀种类 |
|
|
|
按使用方式钨钢铰刀可分为手用铰刀和机用铰刀。 |

d为手用铰刀,其主偏角Kr小,工作部分较长。常用直径为1~71mm。适用于单件小批生产或在装配中铰削圆柱孔。e为可调节手用铰刀。铰刀刀片装在刀体的斜槽内,并靠两端有内斜面的螺母来夹紧。旋转两端螺母,推动刀片在斜槽内移动,使其直径有微量伸缩。常用直径为φ6.5~100mm。用于机器修配中。
机用铰刀可分为高速钢机用铰刀和钨钢机用铰刀。高速钢机用铰刀直径d=1~20mm时做成直柄(图a),d=5.5~50mm时做成锥柄(图b),直径d=25-100mm时做成套式(图f)。它们用于成批生产时在机床上低速铰削孔。钨钢机用铰刀直径d=6~20mm时做成直柄,d=8~40mm时做成锥柄(图c),它们用于成批生产时在机床上铰削普通材料、难加工材料的孔。图g为莫氏锥度铰刀,它共有0-6号7种规格,分别用于铰削0~6号莫氏锥度孔。由于加工余量较大,一般由两把组成一套。其中有分屑槽的莫氏锥度铰刀为粗铰刀。图h为1:50锥度销子铰刀,常用直径为Ф0.6~50mm,适用于铰削1:50圆锥孔。
铰削过程特点
铰削时余量较小,一般为0.05~0.2mm。通常铰刀的主偏角Kr<15°,故切削厚度hD很薄,此时,在切削刃与校准刃之间的过渡部分,形成一段极薄切削厚度的区域。由于铰刀切削刃存在一定钝圆半径rn,所以经常在hD<rn情况下进行切削,如下图所示。此时起切削作用的前角为负值,因而产生挤刮作用。经受挤刮作用的已加工表面弹性恢复,又受到校准部分后角为0°的刃带挤压与摩擦,所以铰削过程是个非常复杂的切削、挤压和摩擦过程。
|
铰削时挤刮作用 |
|
|
|
起切削作用的前角为负值时产生挤刮作用 |

铰削时,为了避免颤振,通常取Vc<10m/min。此时极易产生积屑瘤,使孔径扩大,内孔表面产生螺旋沟。切削液在铰削中起着十分重要的作用,尤其是用高速钢铰刀铰削中碳钢时,使用的切削速度范围正好是积屑瘤生成的速度范围,必须采用铰合适的切削液来消除积屑瘤,以提高铰孔光洁度。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
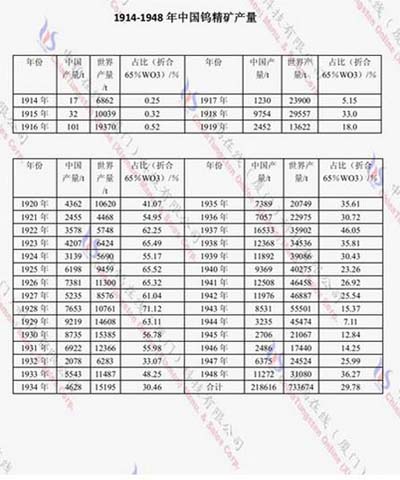
1914-1948年中国钨精矿产量
- 详细资料
- 分类:钨业知识
- 发布于 2013年1月15日 星期二 17:25
- 作者:HJF
- 点击数:5954
据统计,从1914年到1948年,除个别年份外,中国钨精矿产量始终占据世界第一位,期间共生产钨精矿21.86万吨,基本上用于出口,其中1937年产量为1.65万吨,占世界总产量的46%,是旧中国时期产量最高的一年(见下图)
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
