硬质合金面铣铣刀切出角
- 详细资料
- 分类:钨业知识
- 发布于 2015年6月26日 星期五 15:32
- 点击数:1177
硬质合金面铣铣刀切出角是铣刀刀齿切出工件处和铣刀中心的连线与铣刀轴心移动轨迹间的夹角。在硬质合金面铣铣刀使用过程中,切出角作为影响切削的效果的因素对刀具的使用寿命也起着一定的影响作用。
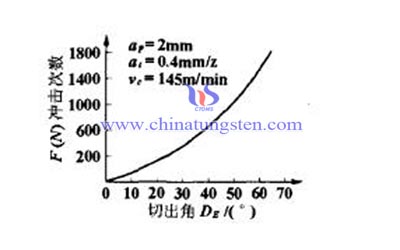
随着硬质合金面铣铣刀切出角的增大,刀具的平均冲击次数也随之增加。通过使用直径为125mm的单齿面铣刀,铣削Cr4Mo5VSi钢的实验可得当切出角在0°到 50°之间时,硬质合金面铣铣刀的平均冲击次数较低,若角度大于50°,平均冲击齿数则大幅度增加。
硬质合金生产商、供货商:厦门中钨在线科技有限公司
产品详情查阅:http://tungsten-carbide.com.cn/Chinese
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格






