钨合金飞机配重
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月07日 星期四 17:00
- 作者:zwc
- 点击数:4315




设计者在设计航空航天和国防工业时需要高密度,良好的机械强度,易加工的材料,钨合金则是最好的选择。
钨合金产品的高密度大大减小了组件的物理尺寸。这样可以更容易控制重量分配,增加控制机制的灵敏度。当大量材料需要被放置在一个狭小的空间里,钨合金成为最理想的材料。
钨合金飞机配重的应用
飞行控制系统:钨合金配重通常用于优化飞行控制性能,如方向舵,升降舵和副翼,比其他传统材料如钢或铅都有较大优势。
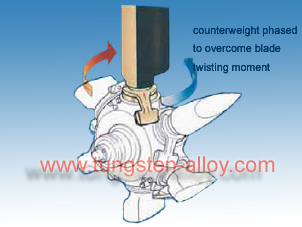
转子叶片:直升机旋翼桨叶要求最佳的平衡。钨合金可以装在单个叶片在制造过程中出现不平衡的位置,如在直升机平衡器中。
螺旋桨:钨合金配重可以装入故障安全装置,以避免超速问题。
惯性系统:钨合金可装入控制旋转的陀螺飞轮来储存动能。
钨合金用于这种陀螺仪中主要有两个用途:
(1)要调整三角形的重心。
(2)要调整激光振荡频率横梁。
铆钉顶棒:合金做的铆钉顶棒s,拥有高比重,是用于减震的理想材料.很多航空公司现在看到钨合金产品的巨大优势,而从铁材料转而用钨合金。
调整重量:在装配的最后阶段,为了调整飞机的最终重量需要用到配重块。
在有限的空间中,钨合金自然成为最好的选择,因为它较大的质量/大小比例。但是,它也有利于减小调整重量的余额,因为高密度材料可放置在离支点更远的位置,同时也达到要求的效果。
工作原型:钨合金经常被用作原型工作的配重来模拟仪器,乘客重量等,或用在飞行试验或模型风洞测试中。
卫星
钨合金材料常常被用于保持平衡,这对确保重心精确定位起着重要作用,在太空飞行的进程中以确保进入正确的轨道上。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨新闻、价格手机网站,WML版:http://m.chinatungsten.com
五氯化钨
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月07日 星期四 16:34
- 作者:zwc
- 点击数:4014
五氯化钨为闪光墨绿色晶体,暴露于空气中易分解。
五氯化钨可溶于乙腈、苯、氯仿、二硫化碳等有机溶剂中。和伯胺反应易生成胺化合物。溶于水发生水解,生成蓝色氧化物W20O58,在空气中加热生成氧氯化钨WOCl4。
对湿气和水均极敏感,在空气中放置即生成绿色的表面膜,在水中则发生分解而成W2O5。若在空气中加热,则生成氯氧化钨WOCl4。在大部分极性溶剂中能发生分解,但可微溶于二硫化碳一类的非极性溶剂。其蒸气呈淡蓝绿色。
250~280℃下用红磷还原六氯化钨或380~400℃下用氢还原六氯化钨制取。可由四氯化钨歧化反应制得。也可由三氯化钨于红热分解而得。
制法1:2WCl6+H2→2WCl5+2HCl
在石英管中将六氯化钨在410~425℃下加热,同时通入氢气还原。由于同时生成WClO和低价的WCl4、WCl2等物,故需在氮气流中升华精制,然后储存于封闭管中。
制法2:2WCl6+C2Cl4→2WCl5+C2Cl6
采用与四氯化钨制法中相同的装置,若改变反应条件,则五氯化钨的产量要比四氯化钨高。即对于4~7g原料六氯化钨,可用25mL的四氯乙烯。抽成真空,并用100W的灯泡照射,在100℃油浴中进行反应24小时。最初生成的红褐色溶液变为蓝绿色,反应结束时,则生成细小的暗色粉末。
操作步骤与制备四氯化钨的情况完全相同,但因产物的吸湿性极强,故不能和空气接触,应充分进行干燥后保存。精制时,可将产物放入硬质玻璃管中,使之处于真空或氮气、二氧化碳的气流里,玻璃管置于电炉中并形成180℃至25℃的温度梯度,则在钨的氯化物中,最易升华的五氯化钨将首先析出,四氯化钨则变成黑色而最终存留下来。在惰性气体中取出目的产物并隔绝空气保存。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
掺杂钨粉
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月06日 星期三 17:33
- 作者:zwc
- 点击数:6319
掺杂钨粉应用:掺杂钨粉是钨制品制造的初始材料,用于生产钨棒、钨丝、钨钼合金、钨合金等。
掺杂钨粉物理属性:
晶粒尺寸(FSSS μm):
纯钨粉:0.5~20μm
掺杂钨粉:2~5μm
粒度分布:根据客户要求决定。
掺杂钨粉化学性质成分 (%)
|
|
W≥ |
O≤ |
Fe≤ |
Mo≤ |
K |
Al |
Si |
其它元素 |
|
掺杂钨粉 |
99.4 |
0.5 |
0.002 |
0.003 |
0.006~0.016 |
0.003~0.01 |
0.015~0.035 |
≤0.001 |
|
纯钨粉 |
99.9 |
0.08 |
0.005 |
0.005 |
≤0.003 |
≤0.002 |
≤0.002 |
≤0.001 |
注:钾、铝、硅等成分混合制成掺杂钨粉。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨图片网站:http://image.chinatungsten.com
钨视频网站:http://v.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨粒
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月06日 星期三 17:39
- 作者:zwc
- 点击数:4245
钨粒的颜色是明亮的灰色,外观是多面体颗粒。钨助熔剂被广泛应用,不仅作为助熔剂应用于碳和硫的分析。高纯度钨粒子助熔剂在分析红外碳硫试剂中也是必不可少的。世界上钨粒的储量达几十吨。
钨粒主要用于红外碳硫氧化物助熔燃烧物的分析,有助于降低燃烧物的熔点,促进碳硫的释放。在生产钨产品中,触点合金,大比重合金,硬质合金,合金添加剂等钨硬质合金加工成颗粒通常用于耐磨性和研磨工业。红外碳硫分析仪中的氧化钨金属微粒,在燃烧过程中,有助于降低燃烧物的熔点,促进碳和硫的释放。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨图片网站:http://image.chinatungsten.com
钨视频网站:http://v.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钨矿灯
- 详细资料
- 分类:钨业知识
- 发布于 2013年3月06日 星期三 14:28
- 作者:zwc
- 点击数:4378
钨矿灯是利用特殊紫外光线,寻找所需的矿产石,如寻找白钨、锆石、金刚石、钙铀云母等具有荧光反应的矿物,当用于检测白钨矿时,被测矿石发出明亮的蓝白色荧光。也可用于玻璃、陶瓷制品的鉴别等行业,以及用于荧光检测等行业。
白钨矿灯有254NM和365NM两种波段,是利用特殊紫外光线,寻找所需的矿产石,如寻找白钨、锆石、金 刚石、钙铀云母等具有荧光反应的矿物,当用于检测白钨矿时,被测矿石发出明亮的蓝白色荧光。也可用于玻璃、陶瓷制品的鉴别等行业,以及用于荧光检测等行业。4节5号干电池供电。
技术指标
1、 使用环境温度-10℃-45℃,相对湿度不大于90%。
2、 额定电压AC220V、频率50HZ。
3、 充电时间约16小时,连续使用约4-6小时。
钨产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.chinatungsten.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
