硬质合金铰刀在铰孔加工问题(1)


- 详细资料
- 分类:钨业知识
- 发布于 2015年5月08日 星期五 11:49
- 作者:lucy
- 点击数:2107
硬质合金铰刀在铰孔加工过程中易产生孔径超差、内孔表面粗糙度值高等一系列问题,产生此类问题的原因主要可归纳如下:
1.孔径增大导致相应误差大: 硬质合金铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大;硬质合金铰刀弯曲;铰刀刃口上粘附着切屑瘤;刃磨时铰刀刃口摆差超差;切削液选择不合适;安装铰刀时锥柄表面油污未擦干净或锥面有磕碰伤;锥柄的扁尾偏位装入机床主轴后锥柄圆锥干涉;主轴弯曲或主轴轴承过松或损坏;铰刀浮动不灵活;与工件不同轴;手铰孔时两手用力不均匀,使铰刀左右晃动。
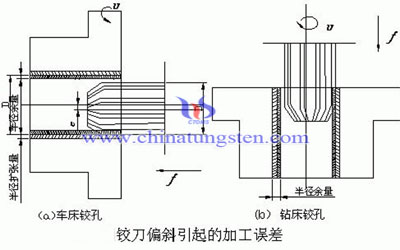
2.铰孔后孔的中心线不直:铰孔前的钻孔偏斜,特别是孔径较小时,当硬质合金铰刀刚性较差时,不能纠正原有的弯曲度;铰刀主偏角过大;导向不良,使铰刀在铰削中易偏离方向;切削部分倒锥过大;铰刀在断续孔中部间隙处位移;手铰孔时,在一个方向上用力过大,迫使铰刀向一端偏斜,破坏了铰孔的垂直度。
硬质合金生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-carbide.com.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件: sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
关注微信公众号“中钨在线”,了解每日最新钨钼价格
