AIM-120导弹与钨合金旋锻棒
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 14:26
- 点击数:2458
钨合金旋锻棒的抗拉强度远高于钨合金棒。钨合金棒的抗拉强度为1050MPa。钨合金棒经过旋锻加工之后,其抗拉强度可达到1200MPa。钨合金旋锻棒的成分是93%WNiFe。钨合金旋锻棒可用于AIM-120导弹上。
AIM-120导弹,通常被昵称为Slammer(监狱),是美国现役的主动雷达导引空对空导弹(AAM)。
AIM-120导弹是美国研制的第一款主动雷达制导视距外空对空导弹,十几年来衍生了A、B、C、D四种型号,是世界多国空军争相采购的武器。2003年售价为每枚38万6千美元。AIM-120导弹是美国研制的一种"发射后不管"的先进中距空对空导弹,它首次使用便取得战果,揭开了世界空战史上新的一页。在此之前的超视距空战,由于大多采用半主动雷达制导的导弹,发射导弹后,载机必须保持对目标的跟踪和照射,直至击中目标。在这段时间里,载机须基本上不能有大动作,这对载机和飞行员的安全是极大的威胁,因为被敌方击中的机会很大。
钨合金旋锻棒可增强AIM-120导弹的杀伤性,提高其作战性能。
高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
钨合金旋锻棒与“响尾蛇”导弹
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 14:07
- 点击数:2599
钨合金旋锻棒是由钨合金棒经过旋锻加工制成的。加工过程中常用的方法包括挤压、锻造和烧结。“响尾蛇”导弹上的战斗是由钨合金旋锻棒制成。
“响尾蛇导弹”是美国海军空用武器中心所研发,使用单位遍及美国四大军种,外销数量与使用国家众多,对现役所有的红外线导引空对空导弹的基本设计概念都有深厚的影响,苏联的第一款红外线导引空对空导弹-K-13(北约代号AA-2空空导弹)实际上是仿造响尾蛇而来,苏联设计人员对响尾蛇导弹的设计也赞赏不已。
借助钨合金旋锻棒的特性,“响尾蛇”导弹可轻易摧毁来犯的敌机,赢得空战。
高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
镀金液介绍
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 12:29
- 点击数:3234
镀金按其工艺特点,有无氰镀金与有氰镀金两种。氰化镀液又分为高氰和低氰镀液。无氰镀液以亚硫酸盐镀金液应用较多。
镀金液按其浓度,有镀水金溶液一般为酸性,其金含量低,可达0.4~0.5g/L。这种镀液成本低,因此溶液带出的损耗少。这种镀液所得金层色泽为青金色,特别适合镀批量大,且加工费偏低,又要镀层为金色的小五金件,如钮扣、腰带扣等。
镀金液按作用分,有预镀金是指在正镀金前在一特定镀金液中进行预镀金后再转入正常镀金工序。经过预镀金处理后的再镀金有几大好处:
1)确保镀金层的结合力。
2)减少正镀金槽被污染的可能性。
3)经济实用,成本降低。
4)可以提高镀金层的致密性。
镀金液按其使用寿命分,有 所谓镀纯金,即金镀层中不能含有其他金属成分。因此,在电镀金工艺中不得以各种金属盐作为添加剂而达到某种功能。但纯金镀层柔软,延展性好,不耐磨。 镀耐磨金是为了提高金层的硬度。达到某些电子元件的功能要求,提高耐磨性能。为了得到耐磨性好的镀层,一般是在某酸性镀金液中加入钴盐、镍盐及其他添加剂,沉积出含有一定钴或镍成分的金合金镀层,从而达到提高耐磨性的目的。
镀金液按颜色分,常用 玫瑰金是含金85%的金铜合金,其具有较高的耐磨性和化学稳定性,不易变色。该种镀液主要由络合剂、金盐、铜盐所组成。
装饰性金合金主要应用在饰品上为多,是为了得到一个鲜艳、清亮、让人喜欢的颜色。如金镍合金、金铟合金、金铜合金、金银合金等。大部分金合金的色泽是金黄色系列,如金黄、浅金黄、玫瑰金。另一个色系是偏红色系,如桃红、粉红、玫瑰红。金银合金还可以得到带绿色光的镀层。金镍合金和金银合金还可以得到偏自的颜色。 由于金很贵,不可能做实验来选择颜色。手册上有一些配方可作参考,药水商也有商品可供选择。
目前,镀金的质量是有氰(钾)镀金为好,它的色泽、附着性、耐磨度都优于无氰镀金。近年来,随着电镀技术的进步,镀金工艺又有新的突破,过去镀金首饰只有一种黄金色。现在法国、美国、日本的镀金首饰有三色,甚至更多的色彩。被称为三色金的彩色金电镀,有玫瑰、银白、金色、黑色、蓝色等几种。 一般来说,同质镀金的镀层不需要镀得太厚,它只要达到2微米就可以了。异质镀金的镀层则应该厚一些。有的国家规定,此类产品镀金的镀层必须达到10微米以上,如英国著名的强生麦赛有限公司对镀金的镀层则要求达到12.5微米,才为合格。

镀金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://paper-weight.cn 订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
“鱼叉”反舰导弹用钨合金旋锻棒
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 11:54
- 点击数:2308
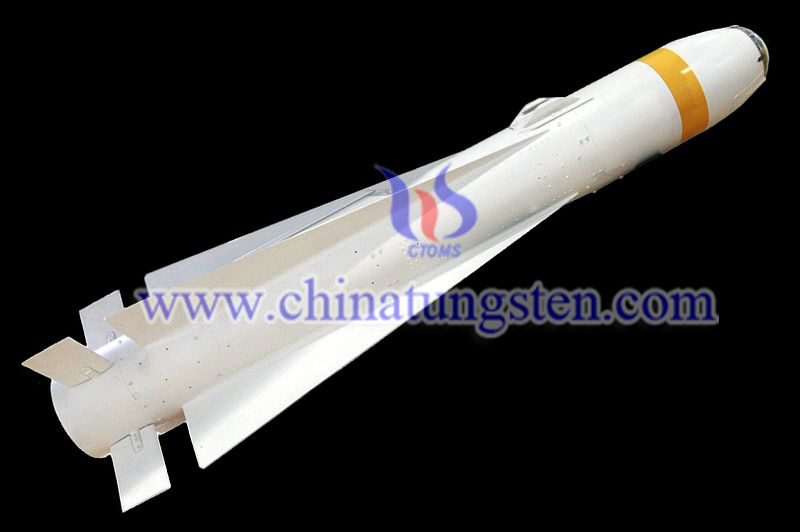
钨合金旋锻棒是由钨合金棒经过旋锻加工制成的。加工过程中常用的方法包括挤压、锻造和烧结。美国“鱼叉”反舰导弹正是采用钨合金旋锻棒。
“鱼叉”反舰导弹为较小型的亚音速导弹,可一弹多用,节省研制经费。本身可用作空对舰、舰对舰或岸对舰的反舰导弹已有多种,但既可用作空对舰和舰对舰、又能用作潜对舰的反舰导弹目前还只有“鱼叉”一种。该导弹适应性好,可从多种发射平台发射,因此能大量装备部队,迅速形成战斗力。导弹发动机进气口潜隐弹体内,适合潜艇标准鱼雷发射。导弹水下发射运载器是一种无动力运载器,在水下运行无声音,隐蔽性好,不易被发现。该型导弹有很强的抗干扰能力。
“鱼叉”AGM-84是美军目前主要的反舰武器之一,是由麦克唐纳·道格拉斯公司研制的,1979年装备部队使用。这种高亚音速掠海反舰导弹有舰对舰和空对舰等型。其动力装置为一台涡喷发动机,因而它的射程较远,可达120千米。 该弹长 3.84米,弹径0.344米,发射重量为522千克。制导方式采用中段惯性制导和末段主动雷达制导。弹头处装有一台抗干扰性能较好的宽频带频率捷变主动雷达导引头。近年来,又为这种导弹研制了一种红外成像导引头,两种导引头可互换。
借助钨合金旋锻棒的特性,“鱼叉”反舰导弹可轻易穿透军舰外层装甲,摧毁军舰。
高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
“小牛”导弹与钨合金旋锻棒
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 11:42
- 点击数:2629
钨合金旋锻棒是由钨合金棒经过旋锻加工制成的。加工过程中常用的方法包括挤压、锻造和烧结。经过旋锻加工之后,钨合金旋锻棒与钨合金棒相比,具有更高的延伸性,硬度和抗拉强度。钨合金旋锻棒的使用寿命更长。钨合金旋锻棒广泛用于军事领域。“小牛”导弹战斗部的原材料正是钨合金旋锻棒。
“小牛”导弹(AGM-65 Maverick)是美国研制的一种战术空对地导弹。也称“幼畜”导弹。是由美国休斯顿公司和雷锡恩公司共同研制的一种防区外发射的空地武器,它可以精确打击点状目标。该弹有7种改型,分别为“小牛”A型、B型、C型、D型、E型、F型、和G型,其代号为AGM-65。该弹弹体为圆柱形,4个三角形弹翼与舵呈X形配置,动力装置为双推力单级固体火箭发动机,弹长2.64米,射程24公里,巡航速度略超过音速。
“小牛”导弹主要用于攻击坦克、装甲车、导弹发射场、炮兵阵地、海上舰船等地面和水面目标。1965年开始研制,1968年第一次飞行试验,1972年装备部队。导弹长2.49米。弹径300毫米,最小射程600米。战斗部为穿甲爆破杀伤型。可用4种发射架发射。一般战斗机可以携带6枚导弹。“小牛”导弹有电子制导,激光制导和红外热成像制导3种成像制导类型。电子制导适宜在晴朗的白天使用,当发现目标后,飞行员通过电视摄像机的目标图像,发射并操纵导弹进行攻击;激光制导无论白天和黑夜都能使用,但在不良气象条件下(如雨天、雾天)使用效果不好;红外热成像制导优点突出,具有全天候作战能力,在白天、黑夜、不良气象条件下和硝烟弥漫的战场环境中均能使用。“小牛”导弹在越南战争、中东战争中使用,命中率达到87%以上。
由于战斗部是由钨合金旋锻棒制成的,“小牛”导弹对于装甲目标具有极好的杀伤效果。
高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
化学镀金与电镀金的区别
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 11:39
- 点击数:3019
化学镀金的优点是要镀的部分不需要电器连接,镀层均匀,更适合于表面贴装。缺点是溶液较难维护,打底用的化学镍要定期洗槽,以洗去槽表面沉上的镍,这样造成生产的不连续。运行成本也较高。化学镀金层的硬度和耐磨性比电镀硬金差,能达到的厚度有限,不适合某些表面贴装的焊接方法。为了弥补这一缺点,也有用化学镀镍钯金来代替化学镍金,以适合表面贴装的各种焊接方法。
电镀金的优缺点正相反。电镀金(硬金)的硬度和耐磨性比化学镀金好,溶液容易维护,不需要洗槽,能适合表面贴装的各种焊接方法。其缺点主要是,厚度不均匀,要镀的部分需要电气连接。

镀金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://paper-weight.cn
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
“地狱火”导弹与钨合金旋锻棒
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 11:19
- 点击数:2603
钨合金旋锻棒是由钨合金棒经过旋锻加工制成的。加工过程中常用的方法包括挤压、锻造和烧结。经过旋锻加工之后,钨合金旋锻棒与钨合金棒相比,具有更高的延伸性,硬度和抗拉强度。钨合金旋锻棒的使用寿命更长。钨合金旋锻棒广泛用于军事领域。由钨合金旋锻棒制作而成的“地狱火”导弹主要用于对付坦克装甲车。
“地狱火”导弹是专门为阿帕奇武装直升机设计的空对地导弹,主要用来对付敌方坦克及其他装甲单位。和“陶”(TOW)反坦克导弹不同之处,是不用铜线作有线电导引头。直升机发射“地狱火”导弹之后,行动不会受到限制,可以立刻回避敌人攻击。“地狱火”是属第三代反坦克导弹,它能摧毁重型坦克、厚装甲目标,用来代替“陶”反坦克导弹。
由于战斗部采用钨合金旋锻棒制成,“地狱火”导弹可轻易穿透装甲,有效杀伤坦克、装甲车等目标。

高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
战斧巡航导弹用钨合金旋锻棒
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 11:02
- 点击数:2358
钨合金旋锻棒是由钨合金棒经过旋锻加工制成的。加工过程中常用的方法包括挤压、锻造和烧结。经过旋锻加工之后,钨合金旋锻棒与钨合金棒相比,具有更高的延伸性,硬度和抗拉强度。钨合金旋锻棒的使用寿命更长。钨合金旋锻棒广泛用于军事领域。钨合金旋锻棒可用于制造战斧巡航导弹。
战斧巡航导弹是一种长程,全天候,具有短翼,以次音速巡航飞行的导弹。1970年由通用动力公司推出服役。战斧巡航导弹设计上是一种中到远距离,低空飞行,并且以模组化设计,能够自陆地,船舰,空中与水面下发射。雷神与麦道都获得过生产合约共同生产。
由于战斗部采用钨合金旋锻棒制成,战斧巡航导弹可轻易摧毁敌方的地下掩体或设施。
高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:http://www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
钨合金球
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 11:01
- 点击数:2531
钨合金球是一种性能优异,运用广泛的球状钨合金产品。该产品可根据不同的运用领域来选择材料的配比,比如说运用在医疗产品上的钨合金球一般选择W-Ni-Cu的配比材料。由于钨合金材料的密度大和球形的特殊造型,使得钨合金球有特殊的性能优势。所以钨合金球被用于很多领域。如高尔夫俱乐球,钓鱼配重件,军事防御武器配件,导弹武器弹丸,穿甲弹,猎具,猎枪,预制碎片,导弹武器,弹药穿甲弹的平衡部件;石油测井的平衡部件;还有一些精密仪器领域等等。在高速转动的仪器设备中,钨合金球也非常受欢迎。球是仪器转动的关键连接部件,在高速转动过程中,球与周围摩擦产生巨大的高温环境,并且摩擦也会对球的外表产生磨损,并影响使用寿命。钨合金球是一种集多重性能于一身的全新产品。钨合金球具有耐高温,耐磨损,耐腐蚀等特殊优点,对其使用寿命有很大的帮助。

高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn
钨合金药型罩爆炸过程
- 详细资料
- 分类:钨业知识
- 发布于 2013年9月30日 星期一 10:59
- 点击数:2599
当装药凹槽内表面衬上一个钨合金药型罩时,装药爆轰后,凹槽附近炸药爆炸的能量就会传递给钨合金药型罩,使钨合金药型罩以很大的速度向轴线运动,此时,药型罩在高温高压的爆轰产物的作用下,形成金属杆,可以看作流体。其中,药型罩的内表面形成细长的金属射流,药型罩外表面形成杵体。药型罩压垮并产生射流的过程,射流吸收的爆炸能量不会象爆炸产物那样再散失掉。金属杆在轴向上存在速度梯度,从而,引起了金属射流在飞行过程中拉断现象。炸药性能和重量、装药结构、起爆方式、药型罩材料及其几何尺寸等对金属流的形成和侵彻具有显著影响。
圆柱形药柱爆轰后,爆轰产物沿近似垂直原药柱表面的方向,向四周飞散,作用于钢板部分的仅仅是药柱端部的爆轰产物,作用的面积等于药柱端面积。带锥孔的圆柱形药柱则不同:锥孔部分的爆轰产物飞散时,先向轴线集中,汇聚成一股速度和压力都很高的气流,称为聚能气流。爆轰产物的能量集中在较小的面积上,在钢板上就打出了更深的孔,这就是锥形孔能够提高破坏作用的原因。这就是聚能效应,也称为"门罗效应"。

高比重钨合金产品生产商、供应商:中钨在线科技有限公司
产品详情查阅:www.tungsten-alloy.com
订购电话:0592-5129696 传真:0592-5129797
电子邮件:sales@chinatungsten.com
钨钼文库:http://i.chinatungsten.com
钨新闻、价格手机网站,3G版:http://3g.chinatungsten.com
钼新闻、钼价格:http://news.molybdenum.com.cn






