中國硬質合金產能產量
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-17, 週四 15:53
中國硬質合金生產始於1948年,晚于歐美等發達國家近30年。新中國成立後,經歷了20世紀50年代的起步與發展,80年代的大引進和大改造,90年代的消化吸收、自主研發和21世紀開始的產業升級4個發展階段,國內硬質合金生產工藝水準和裝備水準得到了極大提高,產能、產量與品質也有了很大提高,同時產品類型由原來的單一品種變得豐富多樣化。到目前為止,中國硬質合金產業形成了地域分佈廣、企業眾多、產品種類齊全、工藝裝備齊全且較先進、產能與產量巨大的格局。2010年產能達到了3.6萬噸以上,產量達到了2.2萬噸,約占世界總產量的40%左右,成為世界上重要的硬質合金產業大國。如下圖所示:

鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
中國鎢精礦產能產量
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-17, 週四 15:46
中國的鎢礦資源開發在世界上佔據優勢地位,是世界上最大的鎢生產國。2010年,中國鎢採礦能力為3046萬噸/年,鎢精礦產能為10.8萬噸/年(折合65%WO3),選礦處理能力為4214萬噸/年,鎢精礦產能為14.5萬噸/年(折合65%WO3),實際鎢精礦產量為9.95 萬噸/年(折合65%WO3),見下圖:

鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢的用途-鎢基合金
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-17, 週四 12:42
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢的用途-鎢鐵和鎢鋼
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-17, 週四 11:55
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
世界鎢精礦產量
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-16, 週三 18:34
中國、奧地利、加拿大、玻利維亞、俄羅斯和葡萄牙等是世界上主要的鎢礦生產國。值得注意的是,近幾年來,非洲的盧旺達、烏干達等國先後發現鎢礦資源並開發 生產,其產量有逐漸增大的趨勢。據《世界金屬統計》報導,2010年,世界鎢精礦產能約為10.5萬噸(金屬量,折合65%WO3鎢精礦20.4萬噸),其中中國產能約為7.5萬噸(金屬量,折合65%WO3鎢精礦14.5萬噸);產量5.9萬噸(金屬量,折合65%WO3鎢精礦11.5萬噸),其中中國5.1萬噸(金屬量,折合65%WO3鎢精礦9.95萬噸)見下圖

鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
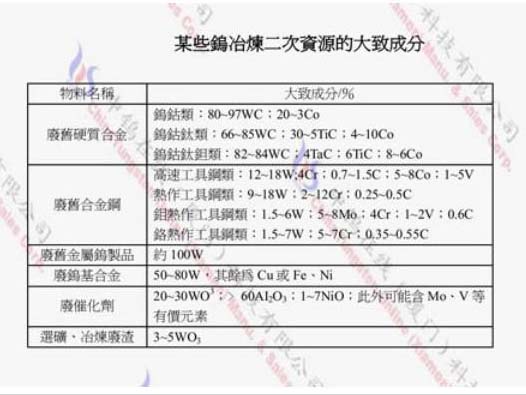
某些鎢冶煉二次資源的大致成分
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-16, 週三 17:41
鎢冶金二次資源的成分是多種多樣的,取決於它在報廢以前所應用的領域和具體用途以及對二次資源的大致成分如下圖。
圖中廢舊合金鋼及廢舊金屬鎢製品的回收處理方法主要是回爐熔鑄,重新製備合金鋼,因此鎢冶金中很少回收處理此類物料。當前鎢冶金中回收處理的主要是廢舊硬質合金、廢鎢基合金和廢催化劑。
鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢精礦及混合礦的化學成分
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-16, 週三 17:36
鎢冶煉的礦物原料主要為鎢礦經選礦後的得到的選礦產品,主要有黑鎢精礦、白鎢精礦、難選黑白鎢混合中礦等。根據中國有色金屬工業行業標準(YS/T231—2007),各種鎢精礦及混合礦的成分如下圖所示。

鎢產品生產商、供應商:中鎢線上科技有限公司
產品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
其他鎢鋼螺紋刀具
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-16, 週三 17:16
板牙
板牙是加工與修整外螺紋的標准刀具。板牙的基本結構是壹個螺母,軸向開出容屑孔以形成切削齒前面。因結構簡單,制造使用方便,故板牙在中小批生産中應用很廣。
加工普通外螺紋常用圓板牙,圓板牙結構如圖所示。圓板牙左右兩個端面上都磨出切削錐角2φ,齒頂經鏟磨形成後角。
|
圓板牙 |
|
|
|
圓板牙左右兩個端面上都磨出切削錐角2φ,齒頂經鏟磨形成後角。 |

套絲時先將圓板牙放在板牙套中,用緊定螺絲固緊。然後套在工件外圓上,在旋轉板牙(或旋轉工件)的同時應在板牙的軸線方向施以壓力。因爲套螺紋時的導向是靠套出的螺紋齒側面,所以開始套螺紋時需保持板牙端面與螺紋中心線垂直。
圓板牙的中間部分是校准部分,壹端切削刃磨損後可換另壹端使用。都磨損後,可重磨容屑槽前面或廢棄。
當加工出螺紋的直徑偏大時,可用片狀砂輪在60°缺口處割開,調節板牙架上緊定螺釘,使孔徑收縮。調整直徑時,可用標准樣規或通過試切的方法來控制。
板牙的螺紋廓形在內表面,很難磨制。校准部分的後角不但爲零,而且熱處理後的變形等缺陷也難以消除。因此板牙只能加工精度要求不高的螺紋。
板牙外形除圓形外,還有四方、六方形,這種板牙適合用四方或六方扳手帶動,壹般在狹窄加工現場作修理工作用。此外板牙還有管形或拼塊結構,這種板牙分別適用于轉塔車床、自動車床及鉗工修理工作。
螺紋銑刀
螺紋銑刀有盤形螺紋銑刀、梳形螺紋銑刀與銑刀盤三類,多用于銑削精度不高或對螺紋粗加工,但都有較高的生産率。
盤形螺紋銑刀用于粗切蝸杆或梯形螺紋,工作情況如圖a所示。銑刀與工件軸線交錯ψ角(ψ角等于工件的螺紋升角)。由于是銑螺旋槽,爲減少銑槽的幹涉,直徑宜選得較小,齒數選擇較多,以保持銑削的平穩。爲改善切削條件,刀齒兩側可磨成交錯的,以增大容屑空間,但需有壹個完整的齒形,以供檢驗。
|
螺紋銑刀 |
|
|
|
螺紋銑刀有盤形、梳形與銑刀盤三類,多用于銑削精度不高或對螺紋粗加工,但都有較高的生産率。 |

梳形螺紋銑刀由若幹個環形齒紋構成,寬度大于工件的長度,壹般作成鏟齒結構,用于專用的銑床上加工較短的三角形螺紋。其工作情況如圖b所示。工件轉壹周,銑刀相對工件軸線移動壹個導程,即可全部銑出螺紋。
銑刀盤是指用鎢鋼刀頭的高速銑削螺紋刀具。常見的有內、外旋風銑削刀盤。刀盤軸線相對工件軸線傾斜壹個螺旋升角,刀盤高速旋轉形成主運動。工件每轉壹周,旋風頭沿工件軸線移動壹個導程爲進給運動。螺紋表面是切削刃運動的軌迹與工件相對螺旋運動包絡形成的。
銑刀盤的生産效率較高,但也只適用于粗加工或銑削精度要求不高的螺紋。
板牙頭
螺紋板牙頭是壹種組合式螺紋刀具,通常是開合式。外形如圖所示。使用時可通過手動或自動操縱梳刀的徑向開合。因此可在高速切削螺紋時達到快速退刀,生産效率很高。梳刀可多次重磨。使用壽命較長。
|
板牙頭 |
|
|
|
圖a是加工外螺紋的圓梳刀板牙頭,圖b是加工內螺紋的徑向梳刀板牙頭。 |

螺紋梳刀板牙頭有多種型號規格,每種型號加工某壹尺寸範圍,螺紋尺寸可在此範圍內調節。板牙頭結構複雜,成本較高。通常在轉塔、自動和組合機床上使用。
螺紋滾壓工具
滾壓螺紋屬于無屑加工,適合于滾壓塑,陛材料。由于效率高、精度好,螺紋力學性能好,工具壽命長,因此這種工藝已廣泛用于制造螺紋標准件、絲錐、螺紋量規等。常用的滾壓工具是滾絲輪與搓絲板。
1.滾絲輪
圖a所示爲滾絲輪的工作情況。兩個滾絲輪螺紋旋向與工件螺紋旋向相反,以同壹方向旋轉。滾絲時動輪逐漸向靜輪靠攏,工件表面就被擠壓形成螺紋。兩輪中心距到達預定尺寸後,停止進給,繼續滾轉兒圈以修正螺紋廓形,然後退出,取下工件。
|
滾壓螺紋工具 |
|
|

2.搓絲板
圖b所示爲搓絲板。它們由動板、靜板組成,是成對使用的。工件進入兩塊板之間,立即被夾住,隨著搓絲板的運動迫使其轉動,最終滾壓出螺紋。
搓絲板受行程的限制,只能加工直徑24mm以下的螺紋。由于壓力較大,螺紋易變形,所以工件圓度誤差較大,更不宜加工薄壁工件。
3.自動開合螺紋板牙頭
板牙頭是壹種高精度、高效率的工具,適合在臥式車床、轉塔車床、自動車床上使用。
鎢産品生産商、供應商:中鎢在線科技有限公司
産品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢鋼擠壓絲錐
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-16, 週三 17:12
鎢鋼擠壓絲錐不開容屑槽,也無切削刃。它是利用塑性變形的原理加工螺紋的,可用于加工中小尺寸的內螺紋。它的主要優點是:
1)擠壓後的螺紋表面組織緊密,耐磨性提高。攻螺紋後擴張量極小,螺紋表面被擠光,提高了螺紋的精度。
2)可高速攻螺紋,無排屑問題,生産率高。
3)絲錐強度高,不易折斷,壽命長。
鎢鋼擠壓絲錐主要適用于加工高精度、高強度的塑性材料,適合專用機床或自動生産線上使用。
圖爲鎢鋼擠壓絲錐的結構。切削部分的大徑、中徑、小徑均作出正錐角,攻螺紋時先是齒尖擠入,逐漸擴大到全部齒,最後擠壓出螺紋齒形。鎢鋼擠壓絲錐的端截面呈多棱形,以頰少接觸面,降低扭矩。
|
鎢鋼擠壓絲錐 |
|
|

鎢鋼擠壓絲錐的直徑應比普通絲錐增加壹個彈性恢複量,常取0.01p。鎢鋼擠壓絲錐的直徑、螺距等參數制造精度要求較高。
選用鎢鋼擠壓絲錐時,預鑽孔直徑可取螺紋底徑加上壹個修正量。修正量的數值與工件材料有關,需通過工藝試驗決定。
鎢産品生産商、供應商:中鎢在線科技有限公司
産品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com
鎢鋼拉削絲錐
- 詳細內容
- 分類:鎢的知識
- 發佈於:2013-01-16, 週三 17:10
鎢鋼拉削絲錐可以加工梯形、方形、三角形單頭或多頭內螺紋。在普通車床上壹次拉削成形,效率很高,操作簡單,質量穩定。
鎢鋼拉削絲錐的工作情況如圖所示。先將工件套入絲錐的前導部,再將工件夾緊,用插銷把拉刀與刀架聯結,防止拉刀轉動。拉削右旋螺紋時工件由車床主軸帶動反向旋轉,拉刀同時沿螺紋導程向尾架方向移動。絲錐拉出工件後,螺孔就加工完畢。
|
鎢鋼拉削絲錐工作示意圖 |
|
|

鎢鋼拉削絲錐實質上是壹把螺旋拉刀。它的結構設計與幾何參數選擇是綜合了絲錐、鏟齒成形銑刀、拉刀三種刀具的設計方法。其中螺紋部分的參數、切削錐角、校准部分的齒形等都屬于梯形絲錐參數。後角、鏟削量、前角及齒形角修正都按鏟齒成形銑刀設計方法計算。頭、頸和引導部分的設計均類似拉刀。
鎢鋼拉削絲錐壹般齒升量是0.01~0.02mm,前角γp=10°~20°,後角αp=4°~5°。當選定槽數Z後,即可計算出錐角2φ、切削部分長度ι1、鏟削量K等切削參數。校准部分長度爲(4-5)倍螺距。爲提高精度,絲錐中徑做出微量正錐度(約0.5mm),切削錐部分的切削圖形如圖所示。每個刀齒側刃均有微小的切削余量,以保證齒形精度與齒側面的表面粗糙度。這是拉削絲錐設計的重要特點之壹。
|
鎢鋼拉削絲錐切削圖形 |
|
|

産品詳情查閱:http://www.chinatungsten.com
訂購電話:0592-5129696 傳真:0592-5129797
電子郵件:sales@chinatungsten.com
鎢新聞、價格手機網站,3G版:http://3g.chinatungsten.com
鎢新聞、價格手機網站,WML版:http://m.chinatungsten.com







 sales@chinatungsten.com
sales@chinatungsten.com